

Материал изготовления блока цилиндров и гильз цилиндров
В зависимости от рабочего объёма и других технических и эксплуатационных характеристик, назначения, существует несколько вариантов компоновки (расположения цилиндров двигателя), а также несколько материалов для изготовления блока и цилиндра.
Так как в цилиндре возникают условия переменных давлений в надпоршневой полости, внутренняя поверхность стенок цилиндров соприкасается с пламенем и горячими газами (температура которых составляет от 1500—2500 °С), такая деталь должна изготавливаться из высокопрочных материалов с большой механической прочностью. Скорость скольжения поршневых колец по стенкам цилиндров достаточно большая от 12 до 15 м/сек, поэтому внутренние стенки цилиндра должны иметь повышенную жесткость. В этом случае увеличится срок службы цилиндра (гильзы цилиндра) и деталь будет более устойчива к разным видам износа (абразивным, коррозийным и эрозийным). Если поверхность блока цилиндров износилась выше допустимых пределов (что определется методом дефектации блока цилиндров), необходимо провести ремонт блока цилиндров.
Если нет ограничений по массе двигателя, например тракторный двигатель, то блок цилиндров изготавливается из перлитного чугуна.
На транспортных двигателях, где есть ограничения по массе, применяю более легкие алюминиевые и магниевые сплавы для изготовления блока цилиндров.
Преимущества блоков цилиндров из серого чугуна:
- низкая стоимость;
- высокая технологичность литья;
- стабильность свойств материала;
- возможность ремонта трещин блока (запайкой, заваркой, эпоксидным клеем);
- высокая твёрдость и жёсткость поверхностей, устойчивость к перегреву;
Недостатки чугунов
Главный недостаток чугуна большая масса (плотность выше в 2,7 раза), и меньшая теплопроводность.
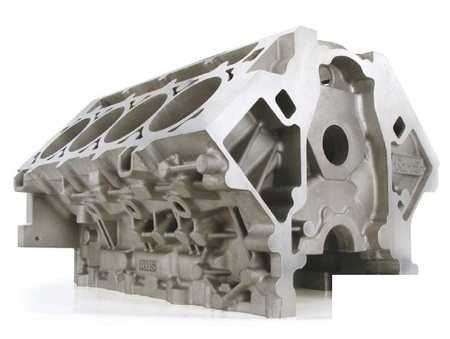
Блоки цилиндров из алюминия
Алюминиевые сплавы более дорогие, но алюминиевые блок цилиндров имеют гораздо меньшую массу. Алюминиевые сплавы имеют ряд особенностей, которые следует учитывать при изготовлении и эксплуатации блоков цилиндров.
Источник
Восстановление блока цилиндров гильзами ремонтного размера
При значительном повреждении рабочей поверхности гильзы, или необходимости восстановления БЦ с гильзами крайнего размера ремонтного, гильзы можно заменить. Они просто растачиваются до полного их удаления.Новым гильзам необходимо иметь наружный диаметр на 0,05 – 0,07 мм. больше посадочного места в блоке и упорный выступ вверху. Такой натяг и нанесение герметика вверху и внизу гильзы при её установке, не даёт охлаждающей жидкости просочиться в цилиндр и поддон. Так же посадка гильзы с натягом обеспечивает хороший отвод тепла от её стенок к алюминиевому блоку. Но при посадке чугунной гильзы в алюминиевый блок с таким натягом нельзя применять запрессовку.Дело в том, что чугун гильзы твёрже алюминия блока и при прессовании легко образует задиры. В районе задира стенка гильза не прилегает своей поверхностью к посадочному месту. В этом месте не будет отводиться тепло и может возникнуть местный перегрев. Кроме того, при расточке и хонинговании гильзы после её запрессовки, стенка гильза в месте не прилегания к посадочному месту будет «дышать», ухудшая точность обработки рабочей поверхности. Выход из этой ситуации, установка «от руки» гильзы, охлаждённой в жидком азоте в нагретый блок цилиндров.
Преимуществами алюминиевых блоков цилиндров с сухими гильзами
Преимуществами алюминиевых БЦ (блоков цилиндров) с сухими гильзами являются меньший вес мотора с таким блоком, его более быстрый прогрев и меньший объём антифриза, требующийся для нормального охлаждения, по сравнению с моторами на основе чугунного БЦ.Однако разница коэффициентов расширения алюминиевого поршня и чугунной гильзы при нагреве во время работы мотора никуда не делась. Из-за этой разницы, промежуток промеж цилиндра и поршня нельзя уменьшить менее 0,025 – 0,04 мм. По причине постоянного изменения зазора (при запуске холодного мотора, зазор больше, а после нагрева до рабочей температуры, уменьшается), скорость износа поршневой группы не отвечала современным требованиям. Как следствие, повышенный угар масла, мешающий выполнять современные нормы экологии двигателем.
Изготовление поршня из алюминия покрытого железом
Что бы как можно больше уменьшить промежуток промеж цилиндра и поршня, нужно делать их из металла с одинаковым тепловым расширением, т.е. из алюминия. Но алюминий по алюминию работать не может. Из-за его низкой твёрдости, при работе алюминиевого поршня по алюминиевому цилиндру, происходят задиры вплоть до заклинивания.Фирма Mahle решила эту проблему, покрыв алюминиевый поршень тонким слоем (порядка 0,03 мм.) железа.
Такой поршень нормально работает по алюминию цилиндра. Поскольку расширение алюминиевых поршня и цилиндра одинаковы, стало возможным сделать зазор между ними не более 0,02 мм. Для повышения износостойкости цилиндров, в алюминиевом сплаве БЦ увеличили содержание кремния более 18%.При изготовлении такого блока после расточки цилиндров, применяется химическое травление их стенок, для оголения кристаллов кремния на их поверхности. Такое покрытие производитель назвал Silumal.
Расточка и хонингование алюминевых блоков Silumal
Ремонт таких блоков цилиндров производится так же, как и чугунных, расточкой до ремонтного размера и последующим хонингованием.Однако хонингование алюминиевых блоков сильно отличается от чугунных. Обработка обычно делается в три приёма. При этом применяются бруски с разными размерами абразива.От самого крупного к самому мелкому. Абразивные частицы таких брусков содержат карбид кремния, т.к. при хонинговании нужно резать не только мягкий алюминий, но и очень твёрдый кремний. Так же состав покрытия брусков хон-головки не позволяет прилипать к ним алюминиевой стружке, которая может стать причиной основательных задиров на стенке цилиндра. После хонингования нужна ещё одна операция.Надо оголить кристаллы кремния. Вместо химического травления, при ремонте применяют полировку специальной силиконовой пастой с содержанием небольшого количества кремния. При этом снимается тонкий слой алюминия (0,001мм.), а кристаллы кремния на стенках цилиндра не затрагиваются.Все самое интересное и актуальное Вы можете узнать на нашем сайте quality21.
Цилиндры и хонингование
Рабочие цилиндры могут быть выполнены непосредственно как часть блока, а могут применяться гильзы. На поверхность цилиндров наносится специальный никелькремниевый сплав – никасил. Это очень прочный материал, защищающий кольца поршня от трения. Поверхность полируется до зеркала, чтобы свести к минимуму трение в условиях ограниченного поступления масла.

Хон цилиндра
Для улучшения смазки внутренней поверхности цилиндров применяют хонингование. Хон наносится специальным инструментом с головкой и абразивными брусками. В итоге на поверхности образуется выгравированная сетка. В ее желобках лучше удерживается масло. На внутренних стенках с хоном образуется масляная пленка, в результате чего значительно снижается трение и повышается ресурс деталей. Повторное хонингование, как правило, делается во время расточки двигателя или замены гильз.
Химический состав и термическая обработка
Литейные алюминиевые сплавы, которые применяют для изготовления блоков цилиндров автомобилей, обычно включают сплавы 46200 и 45000 по Европейскому стандарту EN 1706 (громоздкая приставка “EN AC-“ опущена). Химические «формулы» этих сплавов имеет соответственно вид AlSi8Cu3 и AlSi6Cu4. Их американскими аналогами – более известными – являются сплавы А380.2 и А319. Эти доэвтектические алюминиево-кремниевые сплавы обычно производят из вторичного алюминия. Из них отливают автомобильные блоки цилиндров различными методами гравитационного литья.
Таблица – Химический состав и состояния алюминиевых литейных сплавов для блоков цилиндров
Относительно высокое содержание меди позволяет этим сплавам сохранять свою прочность при повышенных температурах и, кроме того, обеспечивает им хорошую обрабатываемость резанием. Обычно для этих сплавов – 46200 и 45000 (А380.2 и А319) – применяют состояния F (литое состояние), Т4 (закалка и естественное старение) и Т5 (неполная закалка и искусственное старение). Для отливок из этих сплавов может также применяться и состояние Т6, но для многих изделий из этих сплавов достаточно стабилизирующего состояния Т5.
Почти все блоки цилиндров, которые отливают методом литья под высоким давлением, изготавливают из сплава 46000 (AlSi9Cu3(Fe)). Обычно этот сплав не требует термической обработки, кроме умеренного отпуска для снижения остаточных напряжений.
Блоки цилиндров из алюминиевых сплавов 42100 (AlSi7Mg0,3) и 42000 (AlSi7Mg) получают высокую прочность и удлинение при комнатной температуре, когда подвергаются термической обработке на состояние Т6. В этом случае необходимо внимательно контролировать остаточные напряжения, которые возникают при закалке отливки для достижения состояния Т6. Более высокое сопротивление растрескиванию этих сплавов дают им возможность противостоять термическим усталостным нагрузкам. Это происходит за счет определенного ухудшения обрабатываемости резанием и повышения стоимости из-за дополнительных расходов на термическую обработку на состояния Т6 или Т7. Выполнение требования по пониженному содержанию примесей, таких как железо, марганец, медь и никель, также требует дополнительных расходов по сравнению со вторичными сплавами, которые упоминались выше.
Блоки цилиндров из заэвтектоидных алюминиево-кремниевых сплавов (AlSi17CuMg) обычно отливают методом литья при низком давлении с последующей термической обработкой на состояние Т6. Этот сплав также более дорогой, чем стандартные литейные сплавы из вторичного алюминия.
Особенности алюминиевого двигателя
Алюминиевые сплавы значительно мягче чугуна, поэтому для придания блоку необходимой жёсткости, его несущие стенки делают более толстыми, добавляют для жёсткости ребристую систему. Алюминий обладает более высоким коэффициентом температурного расширения, это требует более строгого контроля за зазорами между деталями двигателя. С целью снижения веса, в современных автомобилях поршни часто изготавливаются из алюминиевых сплавов, а поверхность цилиндров из других металлов.

Для усиления износостойкости стенок цилиндров применяют специальные технологии, позволяющие в процессе отливки блока цилиндров повысить в поверхностном слое процентное содержание кремния, удаляя при этом с помощью химических реакций алюминий. Это позволяет в разы увеличить уровень износостойкости стенок цилиндров сравнительно с изделиями, изготовленными из чугуна.
Чтобы снизить коэффициент трения, которое возникает между алюминиевым блоком и поршнями, последние покрывают тонким слоем железа.

Разновидности
Существует несколько типов гильз:
Первый устанавливается в блок двигателя, который не имеет контакта с охлаждающей жидкостью.
Мокрые гильзы с одной стороны вступают в контакт с антифризом. Такие элементы оснащены специальными прокладками, которые исключают утечку жидкости из системы охлаждения и ее проникновение в цилиндр. Также данный уплотнитель предотвращает прорыв отработавших газов в СОД.
Основные требования к гильзам:
- Устойчивость к перепадам температур.
- Коррозионная защита.
При подборе данных элементов, обращают внимание на толщину стенок цилиндров, их эллипсность и конусность. Учитываются допуски под расточку гильзы после ее установки в двигатель
Особенности
Процедура замены мокрых гильз на порядок проще, нежели сухих. Не обязательно менять все элементы. Достаточно заменить лишь одну поврежденную гильзу. Количество изношенных гильз и их состояние определяется нутромером.
Что касается типа материала, здесь есть свои отличия. Так, гильзовка чугунного блока цилиндров выполняется втулками из легированного чугуна. Но постепенно производители переходят на алюминиевые блоки. Ярким примером тому служит «Фольксваген» и «Шкода». Гильзовка алюминиевого блока цилиндров производится втулками на основе данного металла с добавлением дополнительных компонентов. Это позволяет создать устойчивое покрытие на стенках. Перед запрессовкой втулок в обоих случаях выполняют расточку цилиндров. В ходе данной операции мастер создает правильную геометрию посадочного гнезда для гильзы. В случае малейших отклонений возможно образование эллипса. Из-за этого могут возникать задиры, жор масла и низкая компрессия на только что отремонтированном моторе.
Далее переходят к гильзовке блока цилиндров. Операция выполняется «на горячую», в несколько этапов. Сначала блок цилиндров нагревают до температуры 150-160 градусов Цельсия. Затем берут гильзу и охлаждают ее. Элемент обрабатывают в жидком азоте при температуре -195 градусов. На следующем этапе гильзу покрывают спецсредством, которое не позволит конденсату образовываться на стенках. После этого охлажденную втулку помещают в горячий блок. За счет разницы температур, втулка идеально входит в свое посадочное гнездо.
Данный метод гильзовки блока цилиндров является самым быстрым и оптимальным по качеству. В результате работ удается достичь высокой плотности посадки и нужного натяга в месте соприкосновения втулки с блоком.
Блок цилиндров: как он появился, развивался и зачем вообще нужен
Гражданское моторостроение – это очень консервативная отрасль. Все те же коленчатый вал, поршни, цилиндры, клапаны, как и 100 лет назад. Удивительные бесшатунные, аксиальные и другие схемы никак не хотят внедряться, доказывая свою непрактичность. Даже двигатель Ванкеля, большой прорыв шестидесятых, фактически остался в прошлом.
Все современные «новшества», если присмотреться, лишь внедрение гоночных технологий пятидесятилетней давности, приправленное дешевой в производстве электроникой для более точного управления «железяками». Прогресс в строительстве двигателей внутреннего сгорания – скорее в синергии небольших изменений, чем в глобальных прорывах.
И жаловаться-то вроде бы грех. Про надежность и ремонтопригодность в этот раз не будем, а мощость, чистота и экономичность современных двигателей для человека из семидесятых годов показались бы истинным чудом. А если отмотать еще несколько десятилетий?
Сотню лет назад моторы были еще карбюраторные, с зажиганием от магнето, обычно нижнеклапанные или даже с «автоматическим» впускным клапаном… И ни о каких наддувах еще и не думали. А еще старые-старые двигатели не имели детали, которая сейчас является главным его компонентом – блока цилиндров.

До внедрения блока
Первые моторы имели картер, цилиндр (или несколько цилиндров), но блока у них не было. Вы удивитесь, но основа конструкции – картер – частенько был негерметичным, поршни и шатуны были открыты всем ветрам, а смазывались из масленки капельным способом. Да и само слово «картер» сложно применимо к конструкции, сохраняющей взаимное положение коленчатого вала и цилиндра в виде ажурных кронштейнов.
Первопроходцем в области «герметизации» считается компания De Dion-Bouton, которая в 1896 году запустила в серию мотор с цилиндрическим закрытым картером, внутри которого размещался кривошипно-шатунный механизм.
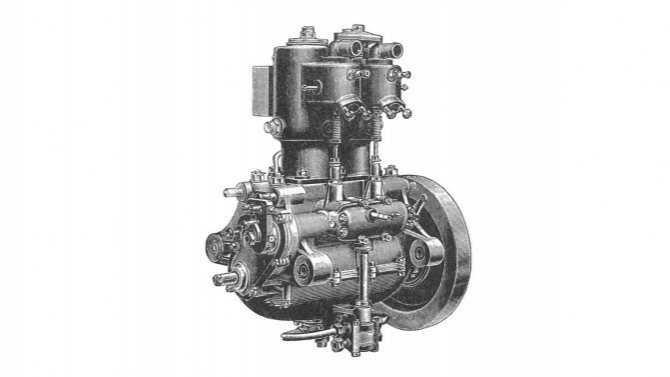
На фото: мотор Де-Дион
Гильзы
Гильзы применяются в блоках из алюминиевых сплавов, так как алюминий менее стоек к нагрузкам и тяжелым температурным режимам, в отличие от чугуна. Они бывают съемными и несъемными. Последние выполняются путем запрессовки в блок. Также гильзы делят на «мокрые» и «сухие». «Мокрыми» называют гильзы, которые непосредственно соприкасаются своими стенками с охлаждающей жидкостью в рубашке охлаждения блока. Таким образом, достигается лучшее охлаждение. «Мокрые» гильзы легко заменить. Часто их применяют на сельхозтехнике, тягачах и другом спецтранспорте.
Гильзы
«Сухие» гильзы чаще всего несъемные и запрессованы в тело цилиндра, что обеспечивает цельность и жесткость всего блока. Но «сухие» гильзы хуже отводят тепло, чем «мокрые».
После появления дефектов и выработки на стенках применяют расточку цилиндров. Со стенок снимается металл определенной толщины, а затем устанавливаются другие ремонтные поршни и кольца под новый размер. Число расточек ограничено, так как объем постепенно увеличивается, а прочность снижается.
После максимального числа расточек применяют гильзовку. Это сложный процесс, который можно сделать только при наличии специального оборудования. «Мокрые» гильзы поменять намного легче, даже в полевых условиях. Если установлены «сухие» гильзы или это монолитный чугунный блок, то он растачивается под новые гильзы, которые запрессовываются с высокой точностью. Сам блок нагревается до 150-200 градусов, а новая гильза охлаждается. Так достигается наиболее плотная и точная посадка.
Как проверить масло в АКПП?
Рекомендуем прочитать: Как проверить уровень масла в автомате Самый простой способ проверки масла в автоматической коробке передач – это взять его пробу. Определить «на звук» или по характеру движения автомобиля, что требуется смена масла в коробке, практически невозможно, если речь не идет о критических случаях.
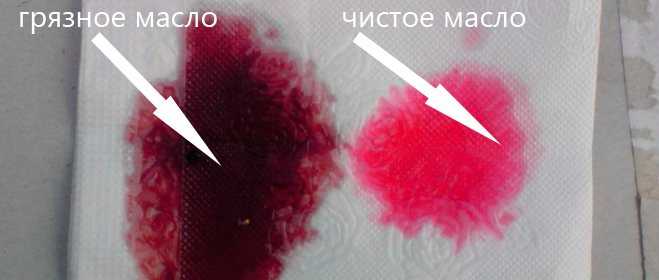
Чтобы проверить масло в АКПП следует взять немного его на пробу и капнуть на белый лист бумаги или ветоши. Далее остается определить степень загрязнения масла по цвету, в соответствии со следующими правилами:
- Масло прозрачное. Если масло прозрачное, то его замена не требуется. При этом не стоит обращать внимания на цвет масла. В процессе работы масло розового цвета может стать черным, но главное, чтобы оно оставалось прозрачным;
- Масло мутное. Если сквозь масло не видно белого листа, значит оно загрязнено мелкими частицами, и его следует поменять. В данной ситуации водитель может выбрать полную замену масла или частичную;
- Масло с вкраплениями стружки. Если в пробе масла, взятого из коробки, отчетливо видны детали металлической стружки или других частиц, значит, с трансмиссией вскоре будут большие проблемы. Также такое масло отличается едким запахом гари. Чаще всего при появлении металлической стружки замена масла уже не сможет спасти АКПП от разрушения.
При появлении подозрений на начало разрушения коробки передач, можно полностью слить масло и снять поддон, чтобы диагностировать проблему с коробкой передач. Чистый поддон покажет, что опасения были ложными. Если на него налипла небольшая металлическая стружка (так называемые «ежики»), следует понимать, что началось разрушение АКПП, и вскоре трансмиссия перестанет работать должным образом. Заметив на поддоне явные куски металла, которые по диаметру могут быть больше 1 мм, можно диагностировать фактически разрушение коробки передач и необходимость срочного капитального ремонта.
Части блока цилиндров
- Цилиндры
- Масляный фильтр
- Крепление водяного насоса
- Заглушки сердечника
- Шпильки головки
- Картер
- Палуба
- Масляные каналы и галереи
- Проходы охлаждающей жидкости
- Бобышки
- Картер
1) Цилиндры
Цилиндр — это самый важный компонент двигателя и блока цилиндров. Он также известен как цилиндр сжатия. В этом цилиндре есть поршень, который движется вверх и вниз внутри цилиндра. В процессе всасывания воздушно-топливная смесь сначала попадает в цилиндр, а поршень, совершая возвратно-поступательное движение, сжимает воздушно-топливную смесь.
Эти цилиндры имеют множество отверстий для создания прочного уплотнения с поршнем. Они имеют большой размер. Количество цилиндров в двигателе варьируется в зависимости от типа двигателя и требуемой мощности.
2) Масляные каналы и галереи
Смазка деталей двигателя очень важна для их обслуживания и правильной работы. Масляные каналы и галереи блока цилиндров используются для смазки различных деталей двигателя. Они используются для подачи масла к различным деталям двигателя (таким как коленчатый вал и головка блока цилиндров) и гидравлическим системам.
3) Крепление водяного насоса
Водяной насос устанавливается в конце блока. Он соединяется с корпусом охлаждающей жидкости. Он используется для подачи воды в двигатель. Этот насос подает воду, чтобы двигатель мог поддерживать свое охлаждение и работать при нормальной температуре.
4) Палуба
5) Масляный фильтр
Масляный фильтр обычно устанавливается сбоку или под блоком цилиндров. Эти фильтры предназначены для удаления как можно большего количества загрязняющих веществ из циркулирующего смазочного масла двигателя.
6) Шпильки головки
Для изготовления шпильки головки используется круглый стержень из легированной стали. На обоих концах шпильки головки имеется резьба. Эта резьба обеспечивает плотное прилегание шпильки к блоку и предотвращает ослабление шпильки при откручивании гаек.
7) Картер
 Заглушки сердечника
Заглушки сердечника
Заглушка сердечника действует как крышка блока двигателя в конце прохода охлаждающей жидкости, чтобы остановить утечку воды и охлаждающей жидкости из двигателя.
9) Коленчатый вал
Какой надежнее двигатель с алюминиевым блоком или чугунным
Рассмотрим разницу между никасиловым – алюсиловым двигателем и обычным чугунным или как в народе называют алюминиевый блок цилиндров против чугуна.

Рассмотрим основные тезисы.
На сегодняшний день мировые производители двигателей рассказывают нам о том что алюминиевые двигателя с используемой технологией напыления на стенки цилиндров никосила имеют в 2 раза меньше трения чем двигатель чугунный, а следствием этого трения расход бензина и мощности и надежности их больше. Но на практике мы видим все наоборот. Ресурс двигателей с никосиловым покрытием не больше 150-200 тысяч километром с учетом щадящих нагрузок, у них начинается критический износ.
Когда производитель создает двигатель он его рассчитывает под определенную мощность и при этом учитывает механические потери двигателя за счет трения. Если взять за основу 100 процентов на все виды трения в моторе, то 50 процентов составляют трения поршневой группы. Но на практике все наоборот потому что основной износ стенок цилиндров происходит при холодной заводке и прогрева вашего авто. Чем быстрее происходит прогрев двигатель тем больше сохранится его ресурс.
Теоретически если взят два двигателя с разными блоками цилиндров и поставить их оба на стенд, вы не заметите существенную разницу или потерю мощности, или расхода на обоих агрегатов. Потому что все трущиеся поверхности двигателя находятся в масленой пленке и трутся почти одинаково у обоих тестируемых двигателях.
Шаг в сторону алюминиевых двигателей это скорее деградация чем эволюция, помимо этого в алюминиевых двигателях есть очень большой технологический косяк это сам алюминий у которого температура плавления 660 градусов, а у чугуна в несколько раз выше. И этот температурный режим и есть сама проблема этих двигателей. При меньшей температуре алюминий становится как пластилин и получается что никосиловое покрытие как бы вдавливается в него, происходят задиры прилипание поршней к стенкам цилиндров и т.д. все это происходит при максимальных нагрузках при максимальной мощности.
Поэтому применение такой технологии изготовления двигателя из алюминиевых сплавов это скорее шаг назад чем вперед. Правда есть двигателя алюминиевые с чугунными гильзами они имеют больший ресурс чем с никосилом. Если вы собираетесь растачивать такой двс, то это вряд ли получится потому что стенки между цилиндрами очень тонкие и очень термо-нагружены если только гильзовать.
Хонингование
Ранее мы упомянули о такой процедуре, как хонинговка. Эта операция призвана уменьшить шероховатость стенок цилиндров. Благодаря хонингованию улучшается приработка поршневых колец и увеличивается ресурс отремонтированного двигателя.

Производится данный процесс в несколько этапов:
- Черновая обработка цилиндров. В данном случае мастер использует крупный абразив.
- Финишная обработка. В ходе операции используется мелкозернистый абразив, что дает возможность получить высокую точность обработки. В качестве абразива применяются керамические или алмазные бруски. Последние отличаются высокой надежностью и долговечностью. Поэтому обработка керамическими брусками уходит в прошлое.
- Мойка двигателя. В ходе этого этапа удаляются остатки полировочной пасты и металлическая стружка. Не заржавеет ли металл? Все элементы ДВС выполнены из высокостойких к коррозии сплавов.
- Финишная чистка. Используется не всеми мастерами, но позволяет удалить старые впадины и углы, что образовались в процессе хонингования. Так достигается высокая гладкость поверхности цилиндров.
Материал изготовления блока цилиндров и гильз цилиндров
В зависимости от рабочего объёма и других технических и эксплуатационных характеристик, назначения, существует несколько вариантов компоновки (расположения цилиндров двигателя), а также несколько материалов для изготовления блока и цилиндра.
Так как в цилиндре возникают условия переменных давлений в надпоршневой полости, внутренняя поверхность стенок цилиндров соприкасается с пламенем и горячими газами (температура которых составляет от 1500—2500 °С), такая деталь должна изготавливаться из высокопрочных материалов с большой механической прочностью. Скорость скольжения поршневых колец по стенкам цилиндров достаточно большая от 12 до 15 м/сек, поэтому внутренние стенки цилиндра должны иметь повышенную жесткость. В этом случае увеличится срок службы цилиндра (гильзы цилиндра) и деталь будет более устойчива к разным видам износа (абразивным, коррозийным и эрозийным). Если поверхность блока цилиндров износилась выше допустимых пределов (что определется методом дефектации блока цилиндров), необходимо провести ремонт блока цилиндров.
Если нет ограничений по массе двигателя, например тракторный двигатель, то блок цилиндров изготавливается из перлитного чугуна.
На транспортных двигателях, где есть ограничения по массе, применяю более легкие алюминиевые и магниевые сплавы для изготовления блока цилиндров.
Преимущества блоков цилиндров из серого чугуна:
- низкая стоимость;
- высокая технологичность литья;
- стабильность свойств материала;
- возможность ремонта трещин блока (запайкой, заваркой, эпоксидным клеем);
- высокая твёрдость и жёсткость поверхностей, устойчивость к перегреву;
Недостатки чугунов
Главный недостаток чугуна большая масса (плотность выше в 2,7 раза), и меньшая теплопроводность.
Блоки цилиндров из алюминия
Алюминиевые сплавы более дорогие, но алюминиевые блок цилиндров имеют гораздо меньшую массу. Алюминиевые сплавы имеют ряд особенностей, которые следует учитывать при изготовлении и эксплуатации блоков цилиндров.
Блок цилиндров (БЦ) и головка блока цилиндров (ГБЦ) двигателя являются основными частями любого ДВС. В них находятся механизмы и узлы, обеспечивающие работу мотора. При работе БЦ и ГБЦ подвергаются серьезным нагрузкам и перепадам температур, поэтому очень важны материалы и качество их изготовления. Также важным фактором является точность и степень механической обработки.
Неисправности блока цилиндров
При нормальной эксплуатации наблюдается постепенный износ поверхности цилиндров. Если блок цилиндров не имеет сменных гильз, то по достижении предельного размера его растачивают до следующего ремонтного размера, с установкой соответствующей поршневой. Можно на определённое время отодвинуть расточку установкой колец следующего ремонта с их подгонкой, но возможно, придётся смириться со стуком холодных поршней, и несколько повышенным расходом масла. Если же блок имеет сменные гильзы, то они подлежат замене с кольцами и (обычно) с поршнями.
Важное при установке колец в не расточенный блок нужно выставлять зазор в замке не в верхней части, где износ больше, а в нижней. Проверять в неизношенном верхнем пояске необходимости нет, так как кольца его не достигают
Всё же полезно очистить этот поясок от нагара «нулёвкой» для облегчения монтажа колец.
Все остальные неисправности блока цилиндров вызваны неправильной эксплуатацией, либо заводским браком. При размораживании блока его рубашка снаружи трескается, и подлежит заварке аргоном (алюминиевый сплав), запайке латунью или заклейке эпоксидным клеем (чугунный блок). Возникшие трещины в неответственных местах могут завариваться (чугун — электродом с чёрным маркером, алюминий — сваркой аргоном), корродированные места под гильзы могут наплавляться и растачиваться.
Заводской брак может иметь две причины: конструкторские ошибки, приводящие к систематическим разрушениям (трещины) в большом проценте блоков, и брак на конвейере. Например, после отливки (но перед механической обработкой) заготовка должна пройти естественную или искусственную релаксацию напряжений. Когда в связи с реформами на АвтоВАЗ складской цикл хранения сократили, пошёл массовый брак (коробление) блоков после мехобработки. Поэтому пришлось вводить выдержку отливок при температуре для релаксации напряжений. Возможны такие виды брака как негерметичность рубашки (трещины, свищи), выходы дефектов на поверхность цилиндра, отклонения размеров, коробление. В части случаев такой заводской брак устраним.
В случае перепутывания крышек коренных подшипников может возникнуть необходимость расточки постелей — после просаживания крышек на необходимую величину 2-4 мм и тщательного базирования постели растачивают борштангой напроход. То же производят после проворота вкладышей, если блок дорог, и доступно хорошее станочное оборудование.
В случае вырыва шпильки с резьбой из блока — высверливают обломыш (если он остался), затем нарезают увеличенную резьбу, и ввёртывают ремонтную шпильку. Такие неприятности чаще всего случаются в алюминиевых блоках. В случае повреждения газового стыка в блоке с сухой гильзой, поверхность шлифуют до устранения дефекта. При этом нужно контролировать выступание поршней над плоскостью при сборке — при превышении нормы поршни придётся подточить в размер, во избежание соударения с головкой. Ввиду разнообразия конструкций блоков, следует в общем случае полагаться на инструкцию по ремонту соответствующего двигателя.
Чугунный блок двигателя
Особенно важна эта процедура для двигателей тяжёлых грузовиков и строительной техники.
Крышки коренных опор и их посадочные места тщательно очищаются от загрязнений, после чего крышки устанавливаются на свои места, а крепёжные болты затягиваются предписанным моментом с помощью динамометрического ключа. Индикаторный нутромер настраивается на требуемый размер (номинальный диаметр постели коленчатого вала). Промеряем каждую опору в нескольких плоскостях. Отличия полученных размеров от номинального не должны быть более 0,02 мм. В противном случае необходимо произвести операцию по ремонту постели коленчатого вала.
Подобным же образом проверяются и посадочные отверстия под различные втулки. Их можно отремонтировать путём установки новых втулок с увеличенным наружным диаметром.
Если по всем вышеизложенным параметрам блок пригоден к дальнейшей эксплуатации, необходимо выполнить ремонтные работы. После ремонта блок цилиндров должен быть тщательно промыт и продут сжатым воздухом для удаления за грязнений.
Похожие страницы:
… , расположенные по обеим сторонам блокацилиндров. К передней части блокацилиндров крепится крышка распределительных шестерен … поворота блокацилиндров электромеханический Частота вращения блокацилиндров, об/мин 4,07 Углы поворота блокацилиндров, град …
… для этого в блокецилиндров выполнены каналы для смазки и охлаждения. В картере блокацилиндров выполнены постели … технология производства блокацилиндров двигателя внутреннего сгорания. В которой я описал сам блокцилиндров и проанализировал условия …
Ремонт блокацилиндров Материал блокацилиндров — серый чугун. Возможные дефекты блокацилиндров: пробоины и трещины на стенке … гильз. Ремонт базовых поверхностей блокацилиндров. У блокацилиндров происходят значительные искажения геометрической формы …
… блокацилиндров на двигатель. 6 Проверка технического состояния и ремонт Головка блокацилиндров. Тщательно вымойте головку блокацилиндров …
… полостей. Стенд для испытания блокацилиндров на герметичность 5 Сверлильная … Промыть и продуть блокцилиндров Установка для мойки блоковцилиндров ОМ-3600 компрессор. … Содержание перехода 1 2 3 4 5 6 Установить блокцилиндров под углом 45о на приспособлении …
Хочу больше похожих работ…
Почему появляются задиры?
Причин этому явлению несколько:
Естественный износ. В данном случае задиры возникают не раньше, чем через 200 тысяч километров. Нередки случаи, когда дефекты отсутствовали спустя 500 и более тысяч километров.
Несвоевременная замена масла или езда с низким уровнем. В результате, теряется эластичность пленки и двигатель работает «на сухую». Кольца трутся о поверхность стенок, образовывая задиры. Специалисты рекомендуют производить замену масла каждые 10 тысяч километров.
Нарушение температурного режима двигателя. Это может спровоцировать не только царапины на стенках цилиндров, но и дефекты головки блока.
Проникновение в камеру инородных предметов. Это может быть пыль от грязного воздушного фильтра. Иногда — металлическая стружка от забитого масляного фильтра. Чтобы не допустить этого, меняйте данные расходники раз на 10 тысяч километров.
Использование топлива с ненадлежащим октановым числом. Может повлечь за собой детонацию, задиры и прогар клапанов.