
Преимущества и недостатки газовой сварки
Газовая сварка – довольно простая технология, имеющая много положительных аспектов:
- Возможность проводить сварочные работы в автономном режиме. Для этого не нужен мощный источник энергии.
- Наличие простого негабаритного оборудования, которое легко поддается транспортировке.
- Процесс сварки регулируемый. Газовая горелка позволяет варьировать рабочую высокую температуру, скорость нагрева и угол наклона огня.
А также большие возможности использования: обработка применяется для соединения элементов изделий из углеродистой стали, свинца, меди, чугуна, латуни, бронзы, силумина, алюминия и его сплавов.
Есть и недостатки при проведении сварочных работ:
Большая площадь нагрева, создающая условия для деформации соседних элементов.
Газосварочный процесс относится к работам повышенной опасности
Сжатый кислород, и горючие смеси требуют соблюдения мер предосторожности.
Газовая сварка предназначена для металлов толщиной до 5 мм.
Отсутствие автоматизации газовой горелки.
Высокие требования к профессии сварщика.. Газовая сварка металлов и труб
 Газовая сварка металлов и труб
Газовая сварка металлов и труб
Недостатки газовой сварки
- Большая зона нагрева. Близлежащие к месту сварки термически неустойчивые элементы могут быть повреждены из-за повышенной зоны нагрева.
- С толщиной падает производительность. Сварка металлов толщиной более 5 миллиметров невыгодна. В этих случаях применяют электродуговую сварку.
- При соединении внахлёст металлов толщиной более 3 миллиметров применять газовую сварку не рекомендуется, потому что возникают напряжения в металле, которые могут привести к деформации и разрушению места спайки.
- При газовой сварке применяются достаточно опасные вещества, дающие с кислородом воздуха взрывные смеси (водород, ацетилен и т.д.) Газовые баллоны, применяемые при сварке, должны быть максимально удалены от органических веществ (жиров, масел, углеводородов). Несоблюдение правил техники безопасности может привести к пожарам и взрывам.
- Медленный нагрев и остывание свариваемых поверхностей.
- Практически не поддаётся механизации, в отличие от электродуговой сварки.
- При газовой сварке не получается легировать наплавляемый металл. В то же время, качество швов, получаемых электродуговой сваркой очень сильно зависит от применяемых электродов и специальной обмазки.
- Высокоуглеродистые стали не рекомендуется сваривать с помощью газовой сварки.
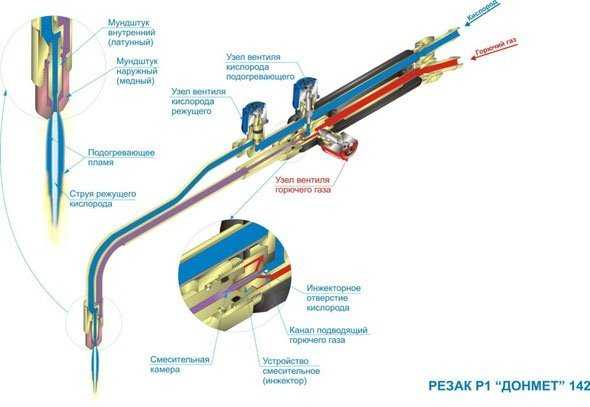
На данном рисунке показано устройство газового резака.
Вы наверняка заметили, что среди преимуществ и недостатков мы одновременно отметили медленные скорости нагревания и остывания. В действительности, это качество является и достоинством и недостатком газовой сварки. Достоинство заключается в том, что многие металлы и сплавы требуют мягких (постепенного нагрева) условий при сваривании. Например, цветные металлы и некоторые инструментальные стали хорошо свариваются именно с помощью газовой сварки.
Особенности газовой сварки
- При газовой сварке чаще всего получают стыковые и торцовые соединения.
- Чем чище кислород, тем выше скорость резки, меньше расход кислорода и чище получаемая кромка. В настоящее время применяются три сорта кислорода.
Совершенно очевидно, что газовая сварка прочно заняла своё место (нишу) и наверняка ещё долгое время будет применяться в самых разных отраслях и производствах.
Краткая характеристика
Сварка ацетиленом является древним методом сваривания деталей из металла. Ацетилен получают в результате соединения карбида кальция и воды. Раньше смешивание производилось вручную с использованием специального генератора. Дополнительно применялся баллон с кислородом, шланги, горелка.
Главная особенность ацетилена, как химического элемента, состоит в строении его молекулы C2H2. Она обладает двумя слабыми водородными связями и высокоэнергичной тройной связью между атомами углерода. Именно эти свойства позволили использовать газ при проведении сварочной технологии. Он производит качественное и прочное соединение конструкций из разных видов металла.
Однако у этой технологии был большой недостаток — использование генератора и ручное смешивание ацетилена. Эта мера отличалась сложностью, и ее требовалось выполнять перед каждым свариванием. Но не все так плохо, положительные моменты все же имелись, остатки газа после сливались, они применялись снова.
Однако через некоторое время сварка ацетиленом и кислородом начала проводиться с использованием специальных баллонов с необходимым газом. По этой причине сейчас нет необходимости производить ручное соединение карбида кальция и воды.
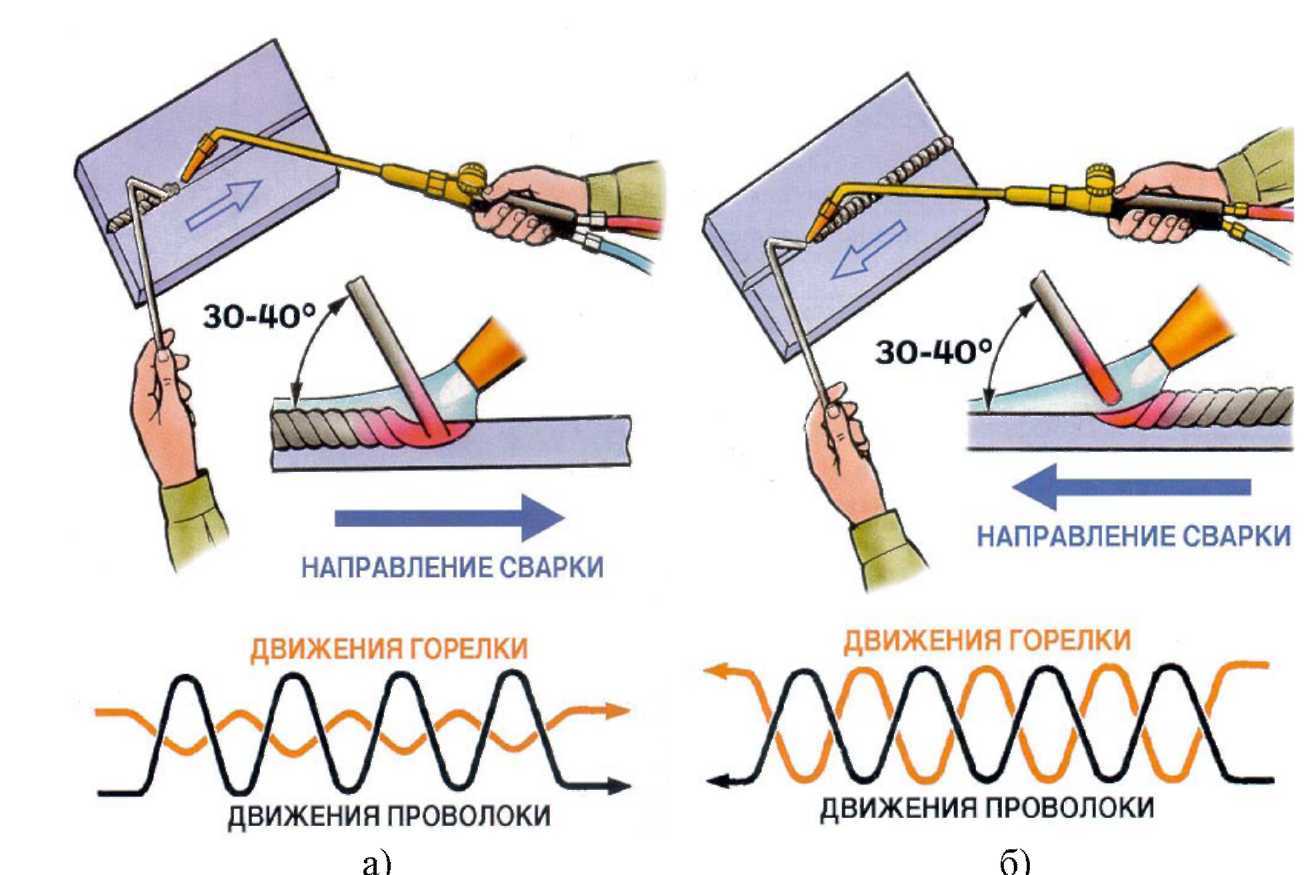
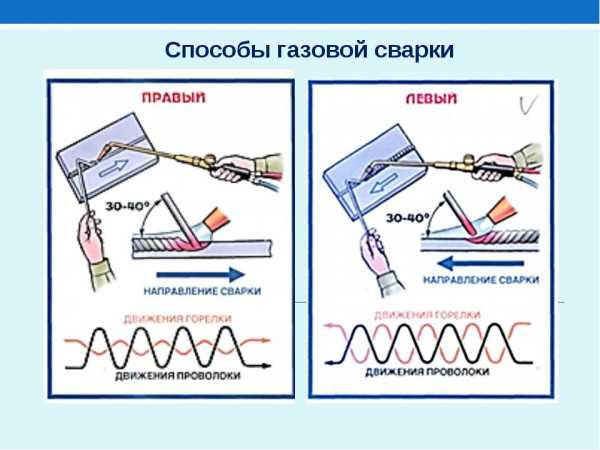
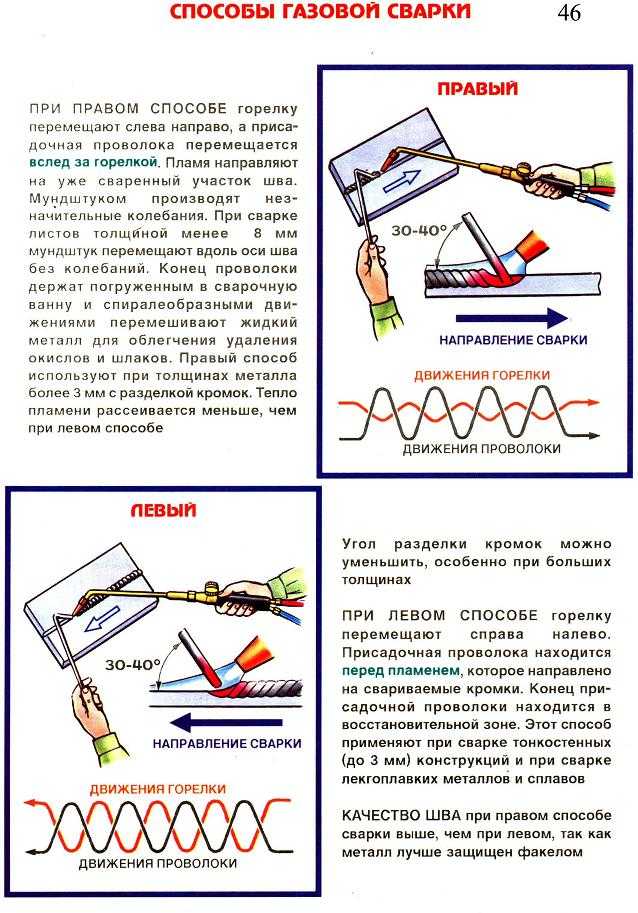
Способы проведения ручной газовой сварки
Металлические заготовки отличаются по структуре, форме и толщине. В соответствии с этими параметрами применяются разные технологии газосварки. Востребованностью пользуются следующие способы проведения работ.
- Левый. Самый распространенный, применяющийся для металлов с тонкими краями и невысокими температурами плавления. Во время работы горелка продвигается справа налево. Проволока в данном случае располагается перед пламенем.
- Правый. Подходит для изделий с толщиной более 3 мм. с высокими показателями теплопроводности. Присадка в данном случае находится за пламенем, направленным в сторону участка соединения. Это обеспечивает получение качественного шва, сокращение расхода газа и присадочного материала. Скорость процесса возрастает на 20%. При использовании данной технологии применяется проволока, диаметр которой в два раза тоньше металлической заготовки, но не больше 8 мм.
- Применение сквозного валика. Данный способ состоит в постепенном перемещении пламени с верхней кромки изделия и накладыванием слоя расплавленного металла на область нижнего края. Такое соединение имеет форму валика, обладает высокой плотностью, а его структура не имеет пор и неровностей.
- Использование ванночек. Метод образования нескольких ванночек по ходу шва. Постепенное перемещение пламени горелки, когда каждая новая расплавленная зона перекрывает предыдущую на одну треть диаметра присадочной проволоки. Технология применяется при сварке тонких листов, образовании стыковых и угловых швов.
- Многослойная сварка. Дорогой метод с низкой производительностью труда. Данный способ используется для проведения ответственных работ, требующих повышенного качества сварного шва.
В результате многослойного способа происходит отжиг нижних слоев в процессе наплавки верхних. Такая качественная проковка перед нанесением основного шва формирует особо прочное соединение.

Транс или инвертор
Рассмотрим плюсы и минусы трансформаторного и инверторного сварочного оборудования. Преимущества и недостатки каждого из них, помогут вам определится с выбором.
Трансформаторный полуавтомат имеет на передней панели простые регулировки:
- скорость подачи проволоки;
- мощность — 1, 2, 3 и т.д. это ступени переключения по ним сварщик ориентируется на толщину металла. Например для сварки металла 3 мм, выставляют на аппарате 4 или 5 (у каждого свои настройки);
- многие трансформаторы имеют пуско-зарядное устройство (удобная функция для авто).
Транс состоит из трансформатора, диодов для выпрямления напряжения, резисторов и тиристоров, механизма подачи проволоки.
Минусы трансформаторных полуавтоматов:
- большие габариты и вес;
- чувствительны к просадке напряжения в сети. Например, при понижении напряжения, сварщик добавляет мощность на аппарате и продолжает работу. При повышении напряжения, мы получаем прожог металла;
- кушают напряжение, просаживая сеть, по улице моргает свет у всех (соседи выражают недовольство).
- спалить трансформатор тяжело, нужно очень постараться.
- не боится пыли, влаги, температуры. Можно варить круглый год.
Инверторный сварочный полуавтомат для кузовных работ
- нет пуско-зарядного устройства;
- электроплаты собирают пыль, что уменьшает долговечность аппарата;
- много деталей, любая может выйти из строя;
- инвертор отказывается работать при минусовых температурах.
- плавная регулировка мощности с цифровым дисплеем;
- качественный шов, аппарат сглаживает скачки напряжения;
- небольшой вес;
- варит при пониженном напряжении и длинном удлинителе;
- экономно расходует электроэнергию;
- более высокий КПД по сравнению с трансформатором.
Видео:
Полезные рекомендации
Итак, вы определились с выбором
На что ещё обратить внимание, при покупке полуавтомата для гаража:
- Горелка самая изнашиваемая часть, она должна сниматься, иметь евроразьем. Встроенная горелка рассчитана на максимальный ток 130 А.
- Возможность замены полярности. На массе плюс, на горелке минус для сварки с помощью порошковой проволоки, без баллона углекислоты. Порошковая проволока с наполнителем внутри, требует обратной полярности.
Клемма минусового зажима с завода идет с пружиной, её лучше заменить. Купите клемму, где две части соединены специальной шиной. Так вы уменьшите падение тока и потерю упругости пружины.









Итак, какой сварочный полуавтомат выбрать для ремонта автомобиля? Владельцы трансформаторов утверждают, что лучше их оборудования ничего нет, а обладатели инверторов говорят обратное. Выбор за вами!
Видео:
Как варить кузовной металл
Каждый автослесарь подбирает настройки оборудования под себя. Например, для 1 мм советского металла и 0.7 мм иномарочного на трансформаторном аппарате выставляют мощность на 1 или 2. Подачу проволоки в среднее значение. Давление с баллона на полуавтомат 0.1 МПа.
Перед работой, металл автомобиля очищается от краски, грунта и ржавчины. Выставляется нормальная подача проволоки:
- При низкой подаче, шов получается плохой.
- При максимальной подаче, шов похож на бугор, идет перерасход проволоки.
- Оптимальное значение выхода проволоки из горелки до сварочной поверхности 1 см.
Видео:
Применение флюса
Защитить внешнюю поверхность сварочной ванны от негативного воздействия внешних факторов помогает использование флюсов. Они обеспечивают формирование сварного шва и получение требуемых свойств наплавленного материала. Использование данного расходного материала оказывает на сварочный процесс ряд положительных эффектов.
- Интенсивное плавление металла.
- Стабильность горения дуги.
- Снижение потери энергии.
- Оптимизация расхода посадочного материала.
- Формирование поверхности сварного шва.
- Получение требуемых свойств наплавленного материала.
В качестве составляющих флюсовых смесей используют буру и борную кислоту. Они наносятся на присадочную проволоку или непосредственно на сварные заготовки. Данный материал не используется при сварке углеродистой стали. Без него не обходится работа с медью, алюминием и их сплавами.
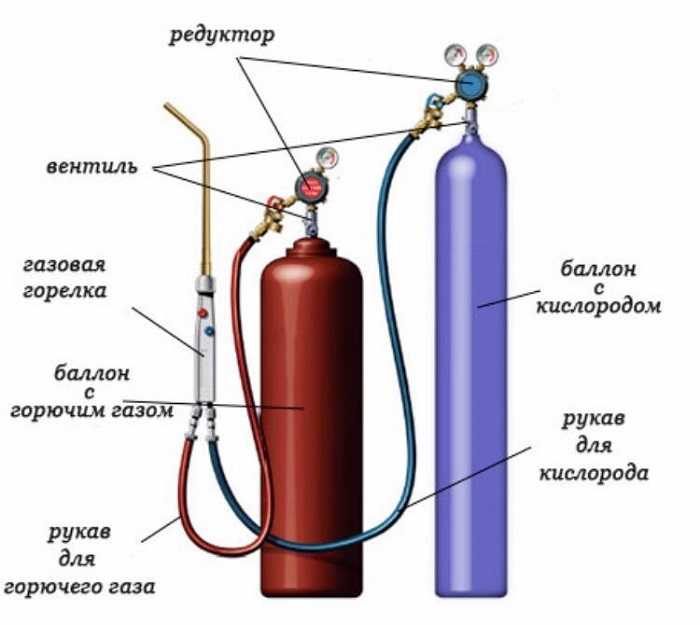
Оборудование для газовой сварки
Основы газовой сварки требуют использования необходимого оборудования. Оно должно соответствовать всем нормам и стандартам, которые указываются в технологии данного сварочного процесса. Кроме этого сварщик обязательно должен уметь им пользоваться и знать принципы его работы.
Для проведения газовых работ потребуется следующее оборудование:
- Кислород в баллонах – создает нужную для горения (окисления) газов среду. Для большей эффективности необходимо использовать чистый технический кислород с показателем не менее 98,5 %.
- Горючий газ (чаще всего ацетилен) в баллонах – именно ацетилен в смеси с кислородом создает высокую (+3 150 °С…+3 300 °С) рабочую температуру, необходимую для плавления.
- Редуктор (или адаптер) – устройство, обеспечивающее снижение давления газа в баллоне до рабочих показателей. Для дополнительной безопасности редукторы снабжают клапаном сброса, с помощью которого снижается излишнее давление.
- Газовая горелка – для смешивания газов (ацетилена и кислорода) и создания оптимального давления выходящей струи. Горелки бывают трех типов мощности: большой – от 2,8 до 7 м³/ч, средней – от 0,4 до 2,8 м³/ч и малой 0,025–0,4 м³/ч. Выбирают ее в зависимости от объема сгораемого ацетилена, учитывая все плюсы и минусы.
- Шланги – специальные технические рукава (шланги), предназначенные для передачи газов от баллонов к горелке, с многослойной структурой. Одним из основных материалов, из которых их изготавливают, является техническая резина, стойкая к агрессивным средам.
- Защита от обратной тяги – огнепреградительный клапан, который защищает баллон с газом от распространения горящей смеси в обратную сторону, разрывая цепь «баллон-горелка».
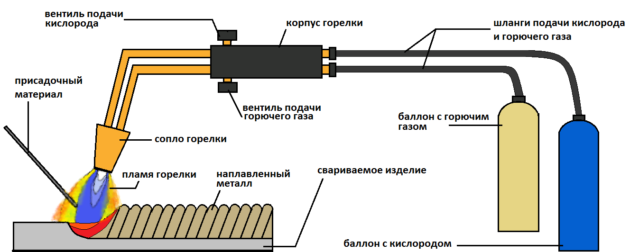
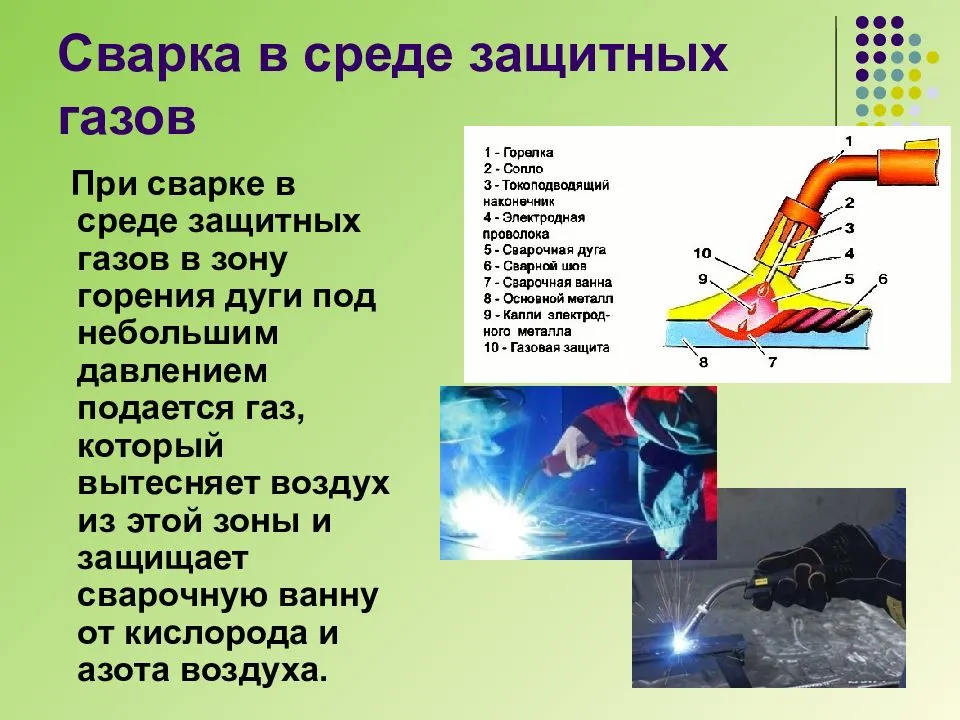
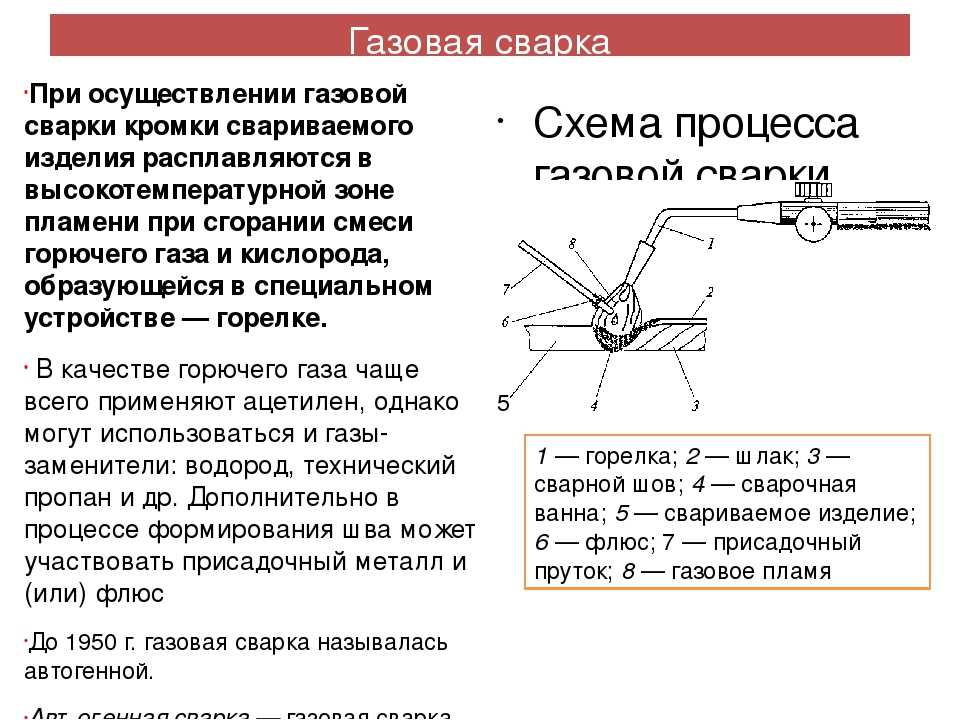
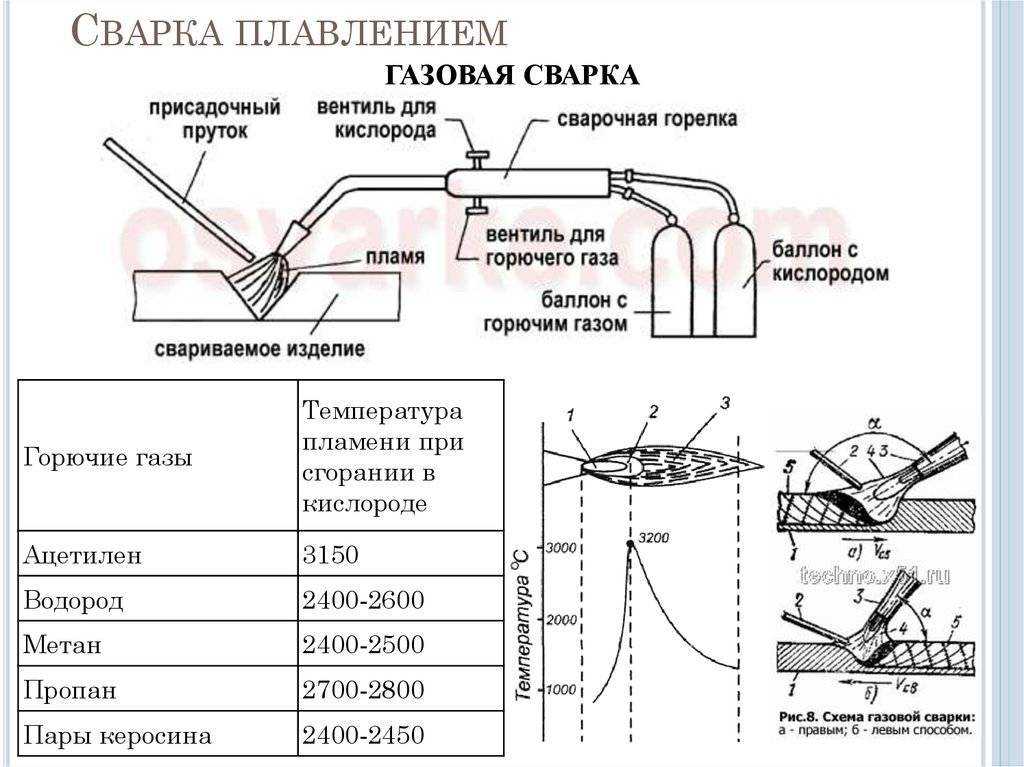
Суть процесса
Суть способа газовой сварки заключается в том, что через специальное сопло на рабочие поверхности подаётся раскалённая струя газа. Она нагревает кромки деталей до критических температур, плавит присадочный материал, который закрепляется на сопле или подаётся на место нагрева с другой стороны.
Газ вытесняет воздух с места разогрева. Поэтому не образуется оксидной плёнки. Постепенно металл остывает, детали объединяются воедино. Перед проведением работ, необходимо научиться выбирать газы для сварки:
- Наиболее популярная смесь — кислород с ацетиленом.
- Пропан с кислородом.
- Водород с кислородом.
- Метан с кислородом.
Оборудование и материалы для газовой сварки
- газовый генератор, являющийся источником ацетилена;
- баллон с кислородом (для обеспечения процесса горения);
- газовый редуктор;
- комплект предохранительных клапанов (позволяют повысить безопасность применения газового оборудования);
- специальный газовый шланг для подачи соответствующего газа (для каждого вида рукава имеют свою конструктивную особенность, замена одного на другой категорически запрещена);
- газовая горелка;
- различные виды припоев и флюсов.
Горелки подразделяются на два типа: обычные и инжекторные. При использовании газовой горелки необходимо контролировать скорость выхода газа, длину пламени и создаваемую температуру. Флюс для выполнения сварки выбирают на основании известных характеристик металла и требуемых задач. В качестве припоя используется проволока. Она служит источником дополнительного металла при сварке. Применение присадочного материала позволяет качественно выполнить сварку и получить надежное соединение.
При проведении операции резания металла вместо горелки применяют газовый резак. Кроме основного оборудования, сварочный пост оснащается набором слесарного инструмента, необходимого в процессе проведения работ.
Проволока и флюс
В качестве флюса применяют специальные химические составы на основе борной или кремниевой кислоты с соответствующими добавками. Они выпускаются в форме паст, порошков, растворов. Для получения наилучшего эффекта такие растворы изготавливают самостоятельно.
Сварочные работы для кузова автомобиля
Ни один производитель не может предложить своим покупателям автомобиль с цельнолитым кузовом. На заводах по производству авто изготовляются отдельные жестяные детали, которые впоследствии соединяют в единую конструкцию путем сварки.
Крупные бренды обзаводятся для этого автоматизированными сборочными линиями и узкоспециализированными роботами.
Типичный метод выполнения сварных соединений на металле не подходит для сварки автомобилей, так как имеет ряд минусов.
К примеру:
- малоопытным сварщикам сложно выполнить укладку самого шва;
- при работе требуется учесть риск ведения металла ввиду его сильного локального нагрева, ведущего к неравномерному температурному расширению и деформации;
- высокий расход сопутствующих материалов: сварных электродов, проволоки и т.п.
Схема точечной сварки.
Автозаводы и СТО применяют иные технологии при сборке авто, способные при необходимости устранить дефект на его кузове, отреставрировать поврежденную деталь транспортного средства:
- стандартная электросварка;
- точечная сварка для кузова, рамы и другие детали грузовых и легковых автомобилей;
- лазерная технология выполнения сварных работ;
- применение инвертора для тонкого металла;
- холодная сварка для глушителя, бензобака, двигателя и других деталей авто из тонких металлов.
Какой сваркой варят кузов авто на заводах?
Автозаводы применяют преимущественно точечную сварку кузовов транспортных средств, позволяющую достичь следующих целей:
- свести к минимальному значению расход сопутствующих материалов;
- повысить точность позиционирования деталей в автоматизированном поточном производстве;
- устранить негативное влияние местного температурного расширения.
Суть технологии заключается в следующем:
- две детали выставляются согласно необходимой позиции относительно друг друга;
- будущую сварную точку сжимают двумя неплавящимися электродами, через которые проходит ток высокой мощности;
- два слоя металла в месте контакта крепко спаиваются друг с другом.
Особенностью технологии считается тот факт, что в процессе сварки не происходит образования сварного шва, не теряется геометрия деталей, но появляется возможность для пружинной деформации.
Все это, в целом, повышает эксплуатационный период конструкции, а также снижает негативное влияние внешних факторов на нее в дальнейшем.
После проведения сварных работ кузов авто окрашивают полностью, что повышает прочность швов и придает конструкции эстетический вид. Также на автозаводах активно применяется лазерная сварка кузова автомобиля, при которой термическую, электрическую или химическую энергию преобразуют в лазерный луч.





Технология полностью автоматизирована, но сопровождается высокой энергопотерей, что позволяет создавать высококачественные сварные швы, стойкие к разному воздействию извне. Выполнить сварку кузова автомобиля своими руками без большого опыта в подобных вопросах может быть затруднительно.
Как варят машину на СТО: инверторная, холодная сварка
Станции технического обслуживания транспортных средств, где применяются аналогичные заводским технологии сварки, в последние годы встречаются все реже.
Проблематика вопроса заключается в том, что точечная сварка требует не только соответствующего оборудования, но и применения большого числа разнообразных сопутствующих материалов.
По этой причине, при выполнении сварочных работ автомобилей, в автосервисе предпочтение отдают иным методам соединения металлических элементов. Так, своевременно устранить коррозийные повреждения, заменить сгнившие детали поможет инверторная сварка.
Устройство сварочного полуавтомата.
Таким оборудованием можно варить металл даже в труднодоступных местах транспортного средства, так как агрегат отличается компактными размерами и легким весом.
Инвертор
Однако при выполнении инверторной сварки с помощью электродов без большого опыта могут получаться неаккуратные швы, поэтому такой ремонт лучше выполнять для багажника или крыльев машины.
Если соединять необходимо тонкие детали из специальных сплавов, варить авто по обычной технологии нельзя.
Она представляет собой особый клей на основе эпоксидной смолы, позволяющий без традиционной сварки заделать отверстия, придать швам прочность, соединить несколько металлических частей воедино. Приобрести подобные средства можно в автомагазинах.
На заметку! Хороший тон фирменных СТО – передача клиентам исправных и чистых транспортных средств. По этой причине завершающим этапом перед передачей автомобиля владельцу является мойка его кузова и чистка салона.
Применяемое оборудование
В комплект оборудования для сварки газом входят:
- Водяной затвор для предотвращения повреждения элементов оборудования обратным пламенем. Устанавливается между горелкой и источником ацетилена. По мере испарения воду доливают.
- Баллоны с кислородом и горючим газом или генератор ацетилена. По правилам техники безопасности газ не должен контактировать с краской. Поэтому верхнюю часть баллонов не окрашивают. Чтобы при контакте ацетилена с медью не произошел взрыв, на баллонах с этим газом должны устанавливаться вентили из другого металла.
- Газовая горелка, обычная или инжекторная.
- Редукторы для снижения давления газа и кислорода на выходе из баллонов.
- Шланги для соединения газовой горелки с баллонами. На шлангах для горючих газов нанесена желтая полоса.
 Оборудование для газовой сварки
Оборудование для газовой сварки
Если газосварочные работы проводятся в разных местах, оборудование устанавливают на тележку с соответствующими креплениями. На предприятиях устраивают стационарные газовые посты с вентиляцией и шкафами для хранения баллонов.
Особенности сварки кузова автомобиля
Для кузовного ремонта машины потребуется качественное сварочное оборудование. Работа производится в помещении, где есть возможность подключения к электросети энергоемкого оборудования. Необходима высокая квалификация исполнителя, так как потребуется сварка тонкого металла. Универсального способа ремонта кузова автомобиля пока не придумано, поэтому в зависимости от места и характера повреждений применяются разные технологии. Соединения выполняются газовой, ручной, полуавтоматической сваркой.
Крылья, пороги чаще всего ремонтируются точечной сваркой. Соединение внахлест используется для восстановления целостности силовых элементов. Сварка встык применяется при замене поврежденных элементов.
Состав комплекта сварной установки
В стандартный набор для сварных работ входит следующее оборудование.
- Водяной затвор. Его задача обеспечивать защиту всех элементов от обратной тяги огня.
- Газовый баллон. Емкости, окрашенные в соответствии с нормативами для содержащегося в них газа. Краска не наносится на их верхнюю часть, для исключения контакта ее компонентов с содержимым баллона.
- Редуктор. Он может быть прямого и обратного действия, и предназначен для регулировки давления газа.
- Шланги. По которым подается газ. Они маркируются цветными полосами в соответствии с параметрами давления, при которых проводится работа.
- Горелка. Она обеспечивает смешивание газов и их горение. Мощность горелок зависит от количества горючей смеси, пропускаемой в единицу времени.
- Наконечники к горелке. Это необходимый для работы набор, составляющие которого позволяют сваривать заготовки различной температуры плавления и толщины.
Газовая сварка осуществляется в специально оборудованном месте, оснащенном вытяжной вентиляцией и местом для расположения вспомогательных инструментов.

Аппаратура и оборудование для газовой сварки.
Водяные предохранительные затворы
Водяные затворы защищают ацетиленовый генератор и трубопровод от обратного удар пламени из сварочной горелки и резака. Обратным ударом называется воспламенение ацетиленово-кислородной смеси в каналах горелки или резака.
Водяной затвор обеспечивает безопасность работ при газовой сварке и резке и является главной частью газосварочного поста. Водяной затвор должен содержатся всегда в исправном состоянии, и быть наполнен водой до уровня контрольного крана.
Водяной затвор всегда включает между горелкой или резаком и ацетиленовым генератором или газопроводом.
Баллон для сжатых газов
Баллоны для кислорода и других сжатых газов представляют собой стальные цилиндрические сосуды. В горловине баллона сделано отверстие с конусной резьбой, куда ввертывается запорный вентиль. Баллоны бесшовные для газов высоких давлений изготавливают из Турб углеродистой и легированной стали. Баллоны окрашивают с наружи в словные цвета, в зависимости от рода газа. Например, кислородные баллоны в голубой цвет, ацетиленовые в белый водородные в желто-зеленый для прочих горючих газов в красный цвет.
Верхнею сферическую часть баллона не окрашивают и на ней выбивают паспортные данные баллона.
Баллон на сварочном посту устанавливают вертикально и закрепляю хомутом.
Вентили для баллонов
Вентили кислородных баллонов изготавливают из латуни. Сталь для деталей вентиля применять нельзя так как она сильно коррозирует в среде сжатого влажного кислорода.





Ацетиленовые вентили изготавливают из стали. Запрещается применять медь и сплавы, содержащие свыше 70% меди, так как с медью ацетилен может образовывать взрывчатое соединение – ацетиленовую медь.
Редукторы для сжатых газов
Редукторы служат для понижения давления газа, отбираемого из баллонов (или газопровода), и поддержания этого давления постоянным независимо от снижения давления газа в баллоне. Принцип действия и основные детали у всех редукторов примерно одинаковы.
По конструкции бывают редукторы однокамерные и двухкамерные. Двухкамерные редукторы имеют две камеры редуцирования, работающие последовательно, дают более постоянное рабочее давление и менее склонны к замерзанию при больших расходах газа.
Рукава (шланги) служат для подвода газа в горелку. Они должны обладать достаточной прочностью, выдерживать давление газа, быть гибкими и не стеснять движений сварщика. Шланги изготовляют из вулканизированной резины с прокладками из ткани. Выпускаются рукава для ацетилена и кислорода. Для бензина и керосина применяют шланги из бензостойкой резины.
Сварочные горелки
Сварочная горелка служит основным инструментом при ручной газовой сварке. В горелке смешивают в нужных количествах кислород и ацетилен. Образующаяся горючая смесь вытекает из канала мундштука горелки с заданной скоростью и, сгорая, дает устойчивое сварочное пламя, которым расплавляют основной и присадочный металл в месте сварки. Горелка служит также для регулирования тепловой мощности пламени путем изменения расхода горючего газа и кислорода.
Горелки бывают инжекторные и безинжекторные. Служат для сварки, пайки, наплавки, подогрева стали, чугуна и цветных металлов. Наибольшее распространение получили горелки инжекторного типа. Горелка состоит из мундштука, соединительного ниппеля, трубки наконечника, смесительной камеры, накидной гайки, инжектора, корпуса, рукоятки, ниппеля для кислорода и ацетилена.
Горелки делятся на мощности пламени:
- Микромалой мощности (лабораторные) Г-1;
- Малой мощности Г-2. Расход ацетилена от 25 до 700 л. в час, кислорода от 35 до 900 л. в час. Комплектуются наконечниками №0 до 3;
- Средней мощности Г-3. Расход ацетилена от 50 до 2500 л. в час, кислорода от 65 до 3000 л. в час. Наконечники №1-7;
- Большой мощности Г-4.
Также есть горелки для газов заменителей ацетилена Г-3-2, Г-3-3. Комплектуются наконечниками с №1 по №7.