

Способы ремонта
Газовая или электрическая сварка.
В случае с чугунным блоком, например, как у ВАЗ, на концах трещины сверлится по отверстию, затем трещину углубляют и расширяют для лучшего сцепления сварного шва со стенкой.
Сама ГБЦ перед сваркой как следует нагревается (~600-650°С). После, используя флюс, на чугунно-медный присадочный пруток и нейтральное пламя газовой сварки, наносится аккуратный ровный шов. Сам шов должен выступать над поверхностью, но не более 1.0-1.5 мм. По завершению всех сварочных работ блок подвергают медленному охлаждению в термошкафу.

Также иногда сварку выполняют без предварительного подогрева блока, однако в таком случае используется электросварка с постоянным током обратной полярности. Если этого требует трещина, допускается нанесение заплатки из мягкой стали, для этого используется электросварка и медные электроды, обернутые жестью. После, сварочные швы обрабатываются и покрываются эпоксидной пастой.
Эпоксидная паста.
Поверхность рядом с трещиной, а также сама трещина тщательно зачищается, практически до блеска. Дальше, как и в предыдущем случае, сверлится отверстие Ø 3-5 мм. В отверстиях нарезается резьба, после чего в нее закручиваются медные или алюминиевые заглушки, заподлицо. Вся трещина обрабатывается под углом 60-90° на глубину до ¾ толщины стенки.

Поверхность вокруг самой трещины покрывается насечками для придания ей шероховатости. Перед нанесением эпоксидной пасты поверхность необходимо очистить обезжиривателем, ацетоном или на крайний случай бензином. Саму смолу наносят шпателем в 1-3 слоя. Толщина каждого слоя минимум — 2 мм, а общая толщина примерно — 3-4 мм., полное отвердевание происходит на протяжении суток.
В случае подогрева или интенсивной сушки отвердевание произойдет всего за 3-4 часа. По завершению сушки поверхность можно подвергать шлифовке напильником или болгаркой.
Эпоксидная паста + стеклоткань.
Все подготовительные работы такие же, как и у предыдущего способа. Принцип нанесения практически такой же, единственное, в данном случае на каждый слой пасты наносится заплатка из стеклоткани, после чего слой прикатывается роликом.
Всех слоев может быть от 2-х до 8-ми. Финишный слой покрывается пастой, после высыхания обрабатывается напильником или болгаркой.
Установка штифтов.
- По краям трещины сверлятся отверстия Ø 4-5 мм. После, таким же сверлом необходимо насверлить отверстий по всей длине, расстояние между отверстиями 7-8 мм.
- В отверстиях нарезается резьба, затем в отверстия вкручиваются медные прутки на толщину стенки. После этого прутки подрезаются ножовкой, но не полностью, необходимо оставить кончики примерно 1.5-2 мм над поверхностью.
-
Затем, между установленными штифтами сверлятся дополнительные отверстия таким образом, чтобы они могли перекрыть предыдущие.
- Когда все прутки образуют сплошную полосу, кончики расплющиваются при помощи молотка, тем самым расчеканивая поверхность штифтов и образуя сплошной медный шов.
- Для надежности поверхность покрывается эпоксидной пастой или смолой. После завершения ремонтных работ блок или головка в обязательном порядке опрессовывается.
https://www.autoposobie.ru/kak-zadelat-treshhinu-v-gbts-prichinyi-poyavleniya-diagnostika-i-sposobyi-ustraneniya/
Причины
Определить микротрещину в ГБЦ непросто. Прежде чем диагностировать появление проблем, рекомендуем разобраться в причинах, по которым головка блока цилиндров может треснуть.
Превышение допустимой разности температур
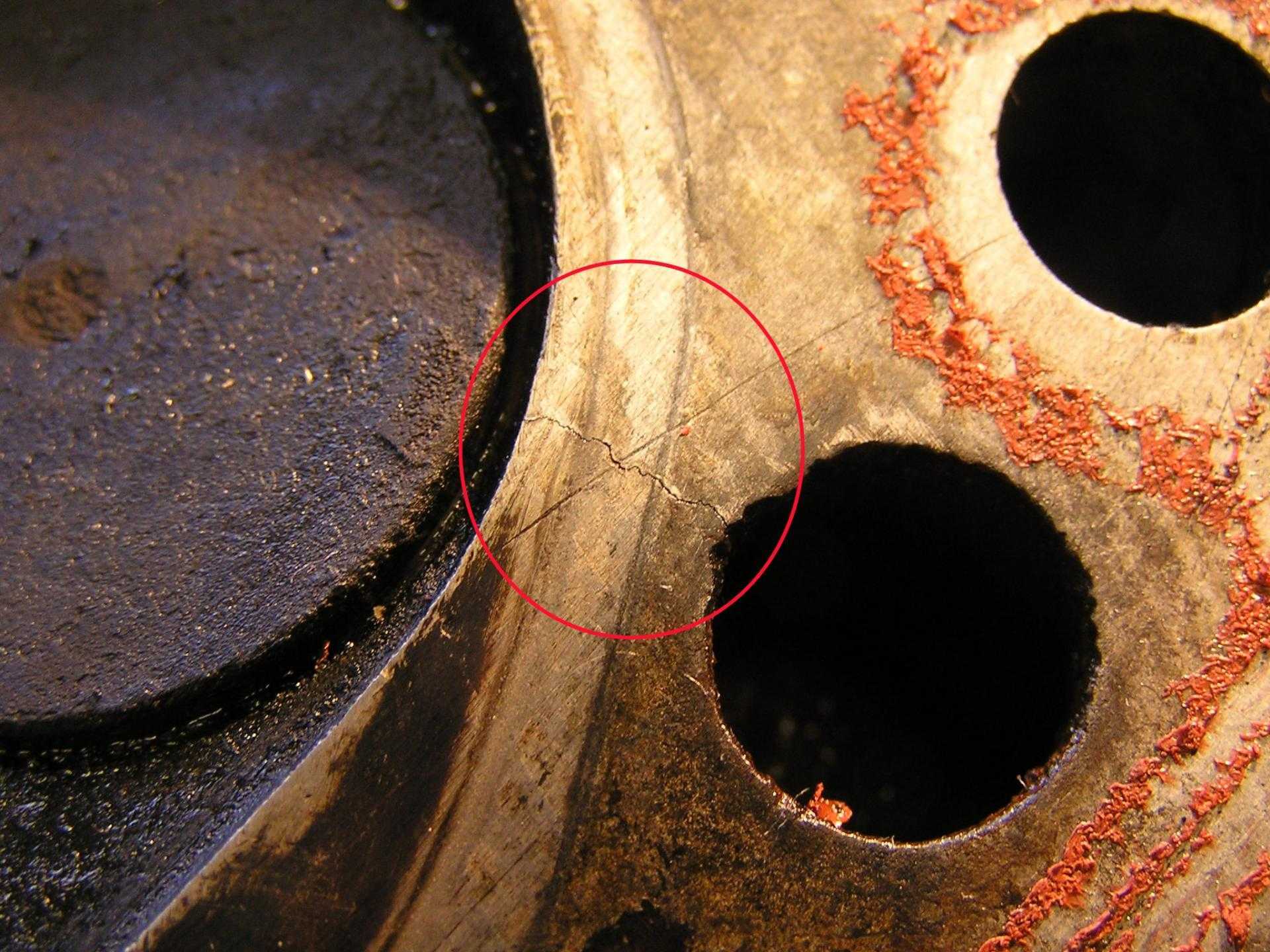
Зачастую трещинки и дефекты в ГБЦ появляются в результате нарушения процесса сгорания топливовоздушной смеси в камере. Это может произойти из-за некорректной работы топливной составляющей или неверно установленного зажигания. Такие проблемы приведут к увеличению температуры в двигателе на 200 и более градусов по сравнению со штатной. В итоге на самых тонких стенках головки блока появятся микротрещины. Речь идет об отверстиях для распылителей, стаканов форсунок и т. д.
«Рукотворное» механическое воздействие
В ГБЦ 406 или другой головке блока проблема может быть обусловлена механическим воздействием. К примеру, произойдет разрыв посадочного отверстия для седла клапана в месте рядом с гнездом форсунки. Это происходит в результате перетяжки самой форсунки. В этом месте толщина металла головки составляет не более 2 мм. Определить такие микротрещины можно, но их ремонт обычно нецелесообразен.
Проблем такого плана можно избежать, учитывая следующие нюансы:
Перед установкой новые шайбы следует нагревать на плите либо над газом. Детали нагреваются до посинения, после чего опускаются в холодную воду и охлаждаются. Эти действия обеспечивают мягкость шайб.
Под форсунки нельзя ставить медные шайбы и прочие типы уплотнений, использовавшиеся ранее.
Прежде чем произвести монтаж новых шайб, их состояние следует проверить с помощью магнита
Есть вероятность покупки обмедненных деталей.
После учета этих моментов допускается затяжка форсунки, при этом важно соблюдать регламент, установленный автомобильным производителем. Если эти действия не помогли добиться герметичности, рекомендуется обратиться к специалистам.
Появление микротрещин в ГБЦ автомобиля ВАЗ или другой машины часто обусловлено монтажом направляющих втулок в тонкостенные головки
При установке необходимо внимательно проверять габариты внешнего диаметра втулки, а также размеры отверстия для ее фиксации. Технологию монтажа нарушать нельзя — в разогретую головку блока запрессовывают охлажденные в жидком азоте втулки. Если это правило не будет соблюдаться, это приведет к появлению радиальных дефектов от внешнего диаметра направляющей втулки.
Появление микротрещин в ГБЦ автомобиля ВАЗ или другой машины часто обусловлено монтажом направляющих втулок в тонкостенные головки. При установке необходимо внимательно проверять габариты внешнего диаметра втулки, а также размеры отверстия для ее фиксации. Технологию монтажа нарушать нельзя — в разогретую головку блока запрессовывают охлажденные в жидком азоте втулки. Если это правило не будет соблюдаться, это приведет к появлению радиальных дефектов от внешнего диаметра направляющей втулки.
Заводские дефекты
Необходимость определить повреждения в головке блока возникает из-за дефектов, допущенных при производстве. Сама ГБЦ имеет сложную конфигурацию, а стенки в ней характеризуются разной толщиной. При изготовлении могут быть допущены ошибки, которые приведут к непродавливанию металла в определенных местах и нарушению его структуры. В итоге это приводит к появлению небольших пустот и увеличенной скорости образования ржавчины в них. При последующей эксплуатации поверхность водяной рубашки и камеры сгорания будут соединены, либо возникнут трещины из-за серьезного ослабления в тонких местах.







При нарушении структуры металла сильно ослабятся межмолекулярные связи ГБЦ. Из-за этого материал станет более хрупким, что приведет к появлению дефектов. На практике неисправности такого плана обычно встречаются в перемычках между отверстиями для седел и форсунок. Трещины появляются в каналах, расположенных за клапанами.
Видео о повреждении головки блока опубликовано каналом Ютуб ютубный.
Признаки трещин в головке блока цилиндров
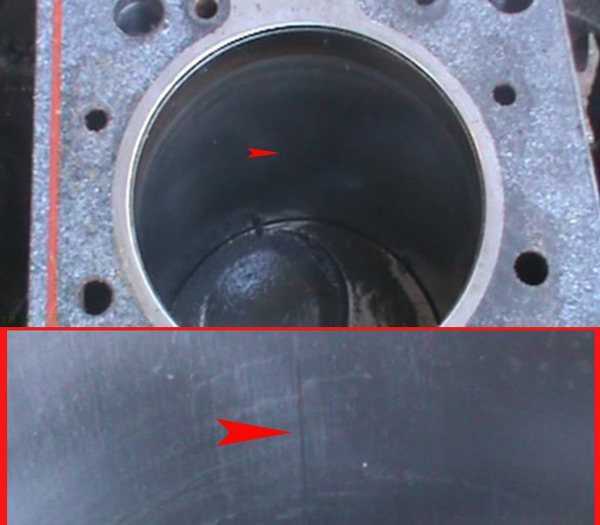
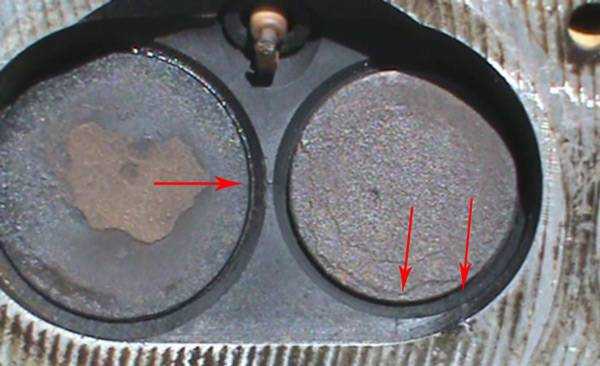
В большинстве случаев износ мотора происходит в его верхней части, то есть на головке. Причин, которые влияют на выход из строя блока, множество. Распространенной является перегрев мотора, когда из системы охлаждения полностью вытекает антифриз. Это происходит в результате некорректного затягивания штифтов ГБЦ. Это и неправильная работа устройства регулирования температуры, может стать причиной деформации плоскости ГБЦ.

Стрелкой отмечен дефект поверхности
Рассмотрим признаки и симптомы, которые свидетельствуют о появлении трещин на ГБЦ и необходимости ремонта агрегата:
- Моторная жидкость пенится, в ней появляются пузырьки. Если в головке образовалась трещина, в масло может попадать охлаждающая жидкость. В этом случае антифриз будет уходить из расширительного бачка по неизвестной причине. Если нужно постоянно доливать хладагент в систему, это должно насторожить хозяина машины. В этом случае в расширительном бачке антифриза будет образовываться масляная пленка — это точный симптом появления микротрещины в головке двигателя. При такой неисправности в теплую погоду температура мотора будет то падать, то подниматься. Этот признак не распространенный, но если заметили, что стрелка на датчике температуры то опускается, то опять поднимается, то это должно насторожить.
- Троение двигателя. ДВС очень вибрирует, особенно при езде в гору. Этот симптом является следствием образования микротрещины. Если в него попадает антифриз, а масло не пенное, то есть другой способ вычислить неисправность. Для этого нужно демонтировать свечу и посмотреть на нее: если на свече есть жидкость, то вытрите ее пальцем и приложите на язык. Любой антифриз имеет сладковатый привкус. Если это так, то на головке блока вашего авто образовалась трещина.
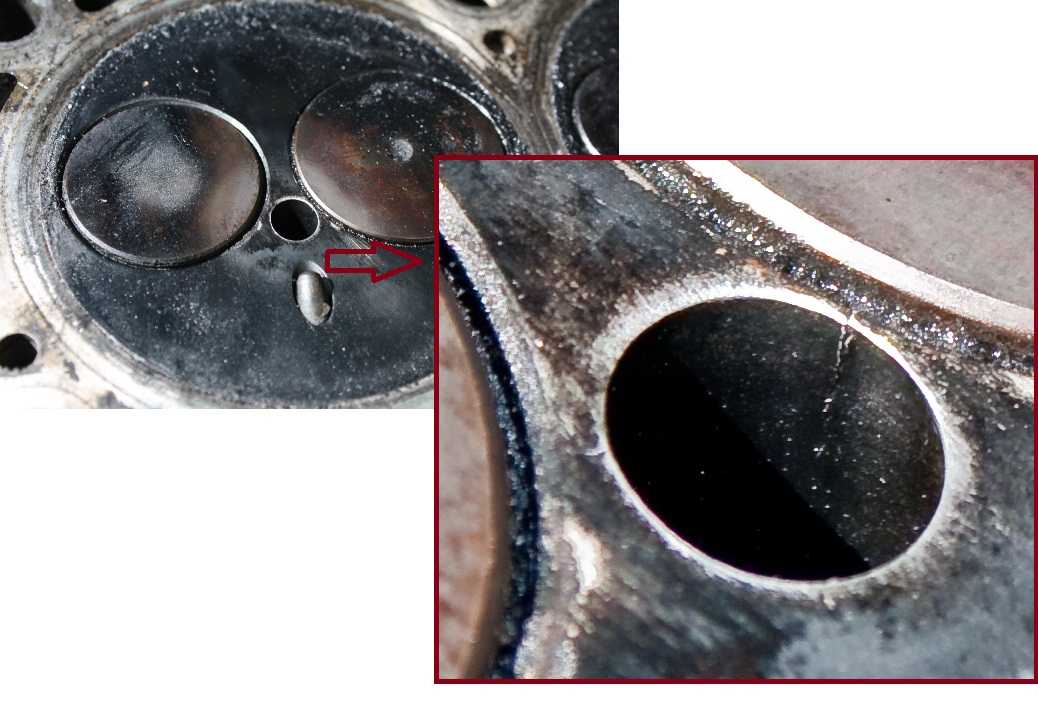
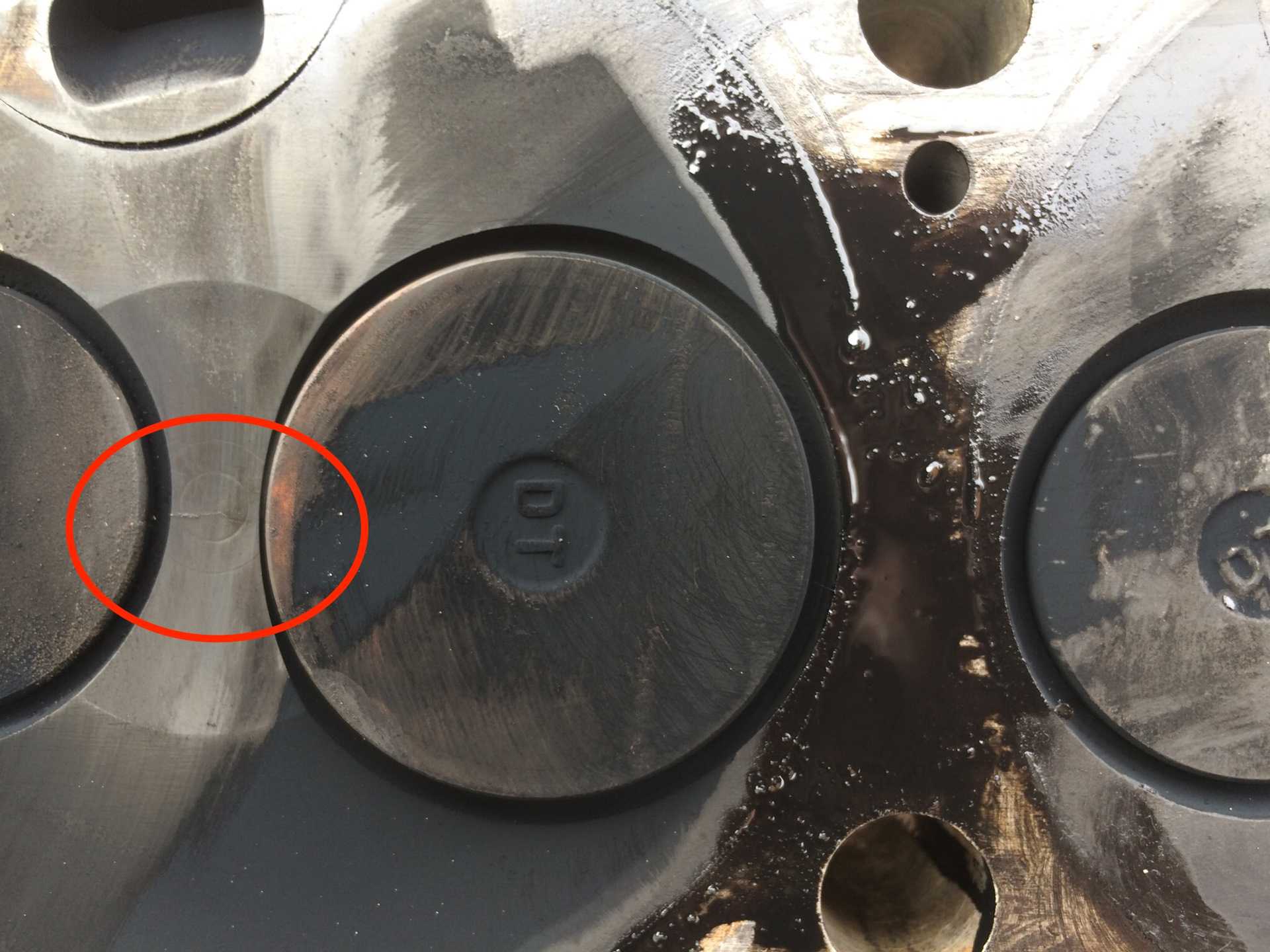
Дефект на ГБЦ
- Моторная жидкость уходит, ее постоянно нужно доливать. В этом случае по антифризу вычислить трещинку не выйдет. Если щель появилась рядом с направляющей втулкой впускного клапана, то при работе двигателя масло будет затягивать в цилиндр. Если во впускной клапан будет попадать ОЖ, то при долгой езде она в буквальном смысле слова отмоет поршни до идеальной чистоты. Проверить это легко: открутить свечи и посмотреть на состояние поршней.
- Кипение ОЖ. Заметили, что антифриз постоянно кипит, откройте капот и крышку расширительного бачка. Долейте столько жидкости, сколько ни хватало и заведите мотор. Если антифриз сразу начнет кипеть, то сомнений в неисправности быть не должно.
Загрузка …
Как заделать трещину в блоке цилиндров
В зависимости от масштаба повреждения, можно использовать различные способы ремонта блока цилиндров. Стоит отметить, что в некоторых случаях целесообразнее произвести замену блока, а не его ремонт.
Методом сварки
Самый распространенный способ заделывания трещины в блоке цилиндров. При этом сваривание блока цилиндров достаточно сложная работа, поскольку предполагает четкое соблюдение технологического регламента. Если допустить ошибки при сварке, в процессе работы двигателя шов разойдется и проблема вернется.
При сварке изначально происходит засверливание концов трещины на блоке цилиндров. Это необходимо сделать, чтобы избежать вероятности распространения трещины. Засверливание и дальнейшая шлифовка проводятся под углом в 90 градусов.
Далее начинается сам процесс сварки. Для этого блок цилиндров нужно разогреть до 650 градусов по Цельсию, после чего с помощью присадочного чугунно-медного прута и флюса накладывается сплошной шов. Далее деталь постепенно охлаждается в термошкафу.
Важно: Нельзя резко охладить деталь, иначе это приведет к разрыву шва. Стоит отметить, что можно выполнить сварку блока цилиндров не разогревая его
Для этого стоит воспользоваться электрической сваркой и медными электродами в жестяной обертке. По окончанию работ наложенный шов обязательно необходимо обезжирить при помощи ацетона или специальных составов. Поверх шва далее нужно нанести слой эпоксидной пасты шпателем. Далее деталь нужно “подсушить”, оставив ее при комнатной температуре на 24 часа, чтобы эпоксид полностью засох. Завершающая стадия — шлифовка обработанного шва
Стоит отметить, что можно выполнить сварку блока цилиндров не разогревая его. Для этого стоит воспользоваться электрической сваркой и медными электродами в жестяной обертке. По окончанию работ наложенный шов обязательно необходимо обезжирить при помощи ацетона или специальных составов. Поверх шва далее нужно нанести слой эпоксидной пасты шпателем. Далее деталь нужно “подсушить”, оставив ее при комнатной температуре на 24 часа, чтобы эпоксид полностью засох. Завершающая стадия — шлифовка обработанного шва.
Методом наложения эпоксида и стеклоткани
Простой способ, который позволяет устранить незначительные трещины на поверхности блока цилиндров. Метод подразумевает создание на поверхности трещины дополнительного слоя, выполненного из эпоксидной пасты и стеклоткани.
Для заделывания трещины данным способом предварительно нужно хорошо обезжирить поверхность, чтобы накладываемые составы лучше “прижились”. Далее поочередно накладывается несколько слоев эпоксидной пасты и несколько слоев стеклоткани. Последним слоем должен быть именно эпоксид.
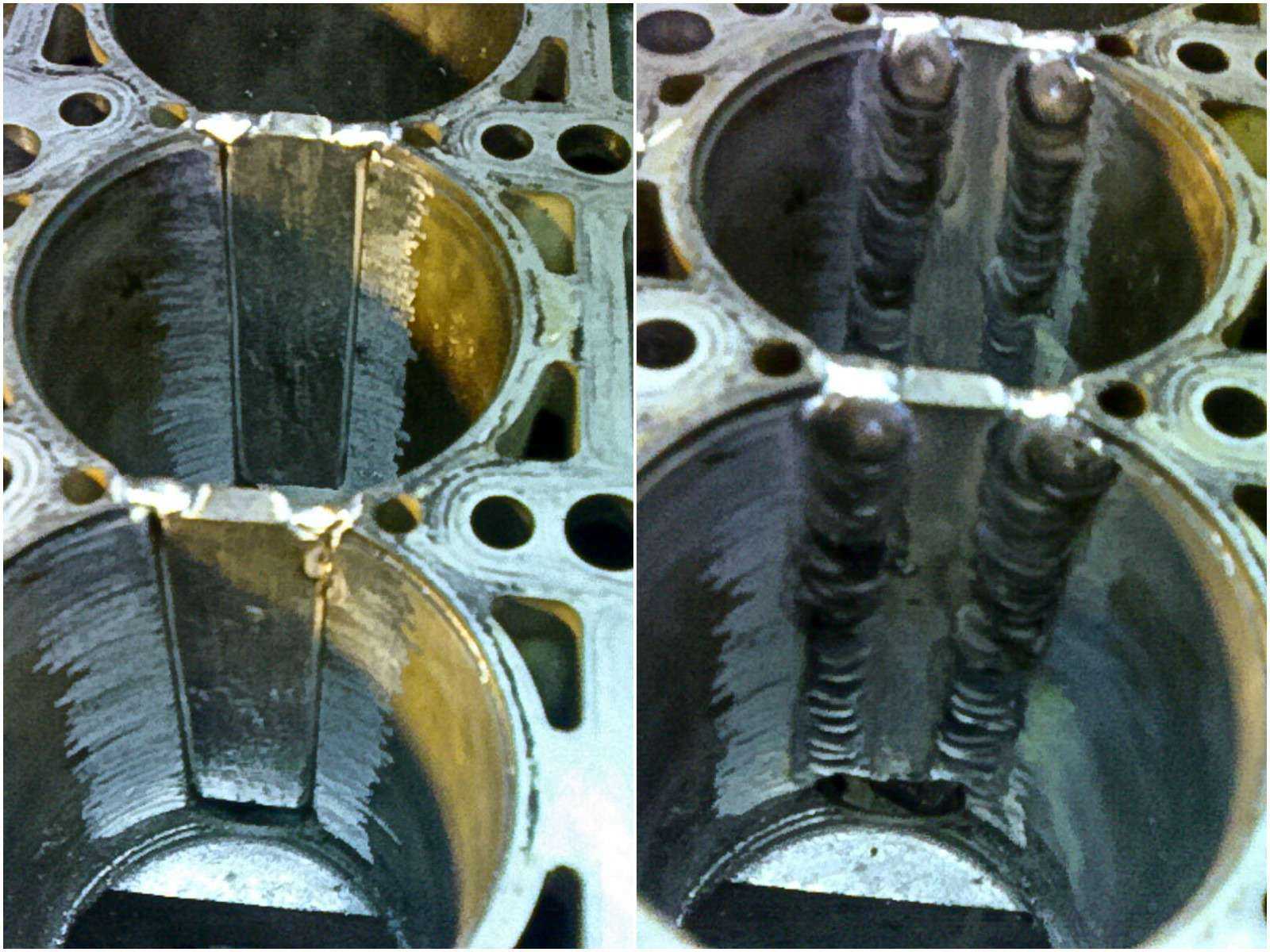
Методом SEAL-LOCK
Довольно трудоемкий современный способ устранения трещин блока цилиндров. Его явное преимущество — возможность проводить работы без сварки и без демонтажа самого двигателя. Суть метода заключается в заполнении имеющихся трещин мягким металлом.
Выполняется работа следующим образом:
-
Первым делом нужно локализовать повреждение. Трещина с краев засверливается;
- После этого поперек трещины высверливаются отверстия с предусмотренным технологией шагом. В данные дырки помещаются стяжки-скобы, связывающие края трещины. Подбирать скобы следует исходя из вида раскола. На станциях технического обслуживания обычно имеются самые распространенные скобы по длине и форме, при необходимости они могут быть выполнены на заказ для конкретного разлома;
- Между установленными скобами просверливается отверстие и выполняется при помощи специального метчика нарезка конусной резьбы;
- Для устранения окисной пленки выполняется обработка полученного отверстия;
- Заглушка-конус закручивается в образованное резьбовое отверстие;
- Следом нужно подпилить “лишнюю” часть заглушки, которая возвышается над площадью поверхности блока цилиндров. После обязательно “докрутить” при помощи специальных инструментов заглушку посильнее, в результате чего подпиленная область обломается;
- Далее нужно выступающие остатки заглушки зашлифовать;
- После этого переходят к высверливанию следующего отверстия, которое должно частично перекрывать прошлое отверстие с установленной заглушкой. Таким образом заполняется заглушками вся трещина;
- Образованный данными заглушками шов после окончания работ нужно обязательно дополнительно спрессовать, чтобы он более надежно фиксировал разрыв.
В отличие от метода ремонта путем сварки шва, способ SEAL-LOCK позволяет получить более надежный шов, который не восприимчив к температурным перепадам.
(128 голос., средний: 4,47 из 5)
Как проверить герметичность клапанов
Затягиваем болты головки блока цилиндров правильно основные правила и требования к выполнению работ
Нормальная эксплуатация автомобиля во многом зависит от правильной работы газораспределительной системы. Ключевая роль в этом отводится выпускным и впускным клапанам. Они должны иметь плотное прилегание на головке блока цилиндров к своим седлам. Только в , в камере сгорания будет создаваться необходимое давление.









- Перед тем как проверить герметичность клапанов с их седлами, необходимо снять головку блока цилиндров (ГБЦ). Очистите ее и корпус подшипников от грязи и нагара, удалите со стенок камер сгорания отложения металлической щеткой, отмойте на ней масляные отложения.
- Внимательно осмотрите корпус подшипников и головку блока цилиндров. Они не должны иметь трещин и быть целыми. Следует осмотреть рабочие поверхности корпуса подшипников, опор распределительного вала и стенки у посадочных отверстий гидротолкателей. На них не должно быть следов наволакивания металла и задиров. Направляющие клапанов и седла должны плотно сидеть в головке блока цилиндров. Не допускается их смещения во время работы газораспределительного механизма. У клапанов и седел не должно быть трещин и следов прогорания.
- Плоскостность ГБЦ проверить специальным шаблоном. При его отсутствии это можно сделать при помощи слесарной широкой линейки. Она прикладывается по диагонали ребром к привалочной нижней плоскости головки блока. Необходимо убедиться, что зазора между ребром линейки и плоскостью не существует. Он может быть как в средней части плоскости, так и по ее краям. По обеим диагоналям зазор замеряется плоскими щупами. 0,1 мм – это максимально допустимое значение для зазора. При больших значениях зазора привалочная плоскость фрезеруется или заменяется.
- Проверяется герметичность головки блока цилиндров. Для этого заглушается окно подачи на термостат, расположенное на ее торцевой поверхности. После этого следует перевернуть головку для заполнения керосином ее внутренней рубашки охлаждения.
- Следует убедиться в том, что нет утечек керосина из головки блока цилиндров. Если вы ее обнаружили, тогда головка блока, либо ремонтируется при помощи холодной сварки, либо заменяется на новую.
- Как проверить герметичность клапанов ГБЦ? Для этого головку блока нужно положить на горизонтальную поверхность, чтобы привалочная плоскость оказалась вверху. Далее камеры сгорания ГБЦ заполняются керосином. После чего необходимо выждать 10 минут. Если уровень жидкости снизился, то это означает, что один или оба клапана негерметичны.
- Негерметичность клапанов устраняется при помощи их притирки к седлу. Но это в том случае, если на тарелке клапана и на самом клапане нет механических повреждений и трещин. Для проведения этой работы с клапана снимается маслосъемный колпачок. Из направляющей втулки вытаскивается клапан. На рабочую поверхность клапана наносится притирочная паста. Чаще всего применяют «Алмазную». Клапан устанавливается в головке блока, а на его стержне закрепляется притирочное приспособление.
- Клапан прижимается к седлу и поворачивается из стороны в сторону. После 12-15 поворотов его поворачивают на 90 градусов и процесс продолжается. Притирка проводится до тех пор, пока на тарелке клапана и седле не образуется равномерная поверхность, а на рабочей поверхности должен получиться ровный слой пасты, имеющий характерный цвет. Остатки притирочной пасты необходимо будет удалять с обоих элементов. Клапан устанавливается на место в обратном порядке, а маслосъемные колпачки заменяются.
Имейте в виду, что притирка необходима больше для контроля качества самого сопряжения, чем для обработки. Если вытереть насухо притертые поверхности, а после этого провернуть клапан несколько раз в обе стороны и одновременно прижимать его к седлу, тогда на фасках деталей должна появиться блестящая линия. Если она получилась замкнутой, то есть проходит по всей окружности – это будет означать, что прилегание у деталей хорошее, и вы все сделали правильно.
Нюансы ремонта двигателя УАЗ 417 своими руками
Легендарный ульяновский завод
Ульяновский автомобильный завод выпустил немало транспортных средств, которые навсегда вошли в историю отечественного автомобилестроения. “Буханки”, патриоты, “бобики” – большинство машин предназначены для служб газовой, скорой медицинской помощи, полиции, ОМОН и др. УАЗ Патриот сейчас популярен как полноприводный внедорожник, способный преодолеть любые преграды. Завод выпустил из-под своего крыла немало микроавтобусов, небольших грузовиков и легковых машин с полным приводом.
Моторы этих автомобилей отличаются мощностью, силой и надежностью. Главной причиной их поломки обычно служит большой возраст уазиков. В самых распространенных моделях УАЗ 3303 установлен мотор 417. Для того чтобы провести ремонт двигателя УАЗ 417 своими руками или его переборку, не следует дожидаться полного износа всех деталей. Первыми признаками скорой поломки могут быть следующие:
- сильно увеличился расход масла;
- мотор задымил;
- значительно повысился расход топлива;
- мощность двигателя упала;
- мотор издает различные подозрительные звуки: стуки, скрипы и шумы.
У каждой машины УАЗ свой движок. Для двигателя УАЗ 469 сначала была создана модификация УМЗ-451МИ, позже усовершенствованная до двигателя УМЗ 417.
УАЗ 3303 – автомобиль повышенной проходимости. Во время преодоления различного рода препятствий больше всего перегружается двигатель. Приобрести запчасти на эту машину легко, причем как новые, так и б/у.
Дефекты гильз блока цилиндров
Итак, среди основных дефектов, связанных с гильзой, следует выделить:
Износ внешней поверхности гильз достаточно распространен. Большая часть внешней поверхности гильзы БЦ находиться в контакте с охлаждающей жидкостью. Из-за вибрации гильзы при работе двигателя возникают пузырьки, которые взрываются у наружной стенки гильзы, этот процесс называемый кавитацией и приводит к кавитационному изнашиванию, а также коррозионным процессам.
Устранить такой дефект можно путем наложения полимерных композитов на поврежденные участки. Но, к сожалению, такой ремонт не даст полной гарантии, что проблема будет полностью устранена. Возможно, в ближайшем будущем потребуется все-таки заменить гильзу.
Чтобы не допускать коррозионных процессов и кавитационного изнашивания внешних стенок гильзы, автовладельцу необходимо применять только качественные специальные охлаждающие жидкости (антифризы или ТОСОЛы), часто рекомендованные самим производителем ДВС.
Немаловажным фактором в проявлении дефекта является резкое изменение скорости вращения коленчатого вала двигателя до отсечки на непрогретом моторе, а также использование некачественных смазочных материалов, охлаждающих жидкостей.
Косвенными симптомами описанного дефекта могут быть:
Указанные признаки могут стать причиной обращения на квалифицированное СТО с целью проведения углубленной диагностики и выявления возможных трещин в гильзах блока цилиндров.
Основным методом выявления трещин являются: рентгенография и метод определения трещин посредством красящих химических растворов. В случае выявления дефекта, основным и единственным методом устранения является замена гильзы, поскольку дефектная гильза с трещиной ремонту не подлежит.
Излом бурта гильзы блока цилиндров
Седло бурта — округлое гладкое углубление, расположенное в блоке цилиндра двигателя и фиксирующее гильзу в блоке. Чтобы гильза полностью прилегала по всему периметру седла, буртик должен сидеть точно в углублении. В верхней части блока цилиндров устанавливается прокладка головки блока, которая должна прилегать точно к верхней части седла буртика.
Излом бурта гильзы блока цилиндров может являться следствием:
Чтобы не допустить излома бурта гильзы необходимо во время сборки мотора:
Во время установки головки блока цилиндров необходимо выполнять протяжку болтов динамометрическим ключом с усилием, указанным в технической документации, согласно правильной последовательности протяжки болтов при установке ГБЦ.
Если своевременно обнаружить дефект гильзы и устранить его, тогда в дальнейшем можно избежать более серьезных последствий, а также сэкономить на ремонте двигателя. Дело в том, что при наличии дефектов гильзы во время активной эксплуатации ТС часто из строя выходит сам поршень, шатун коленвала и т.д.
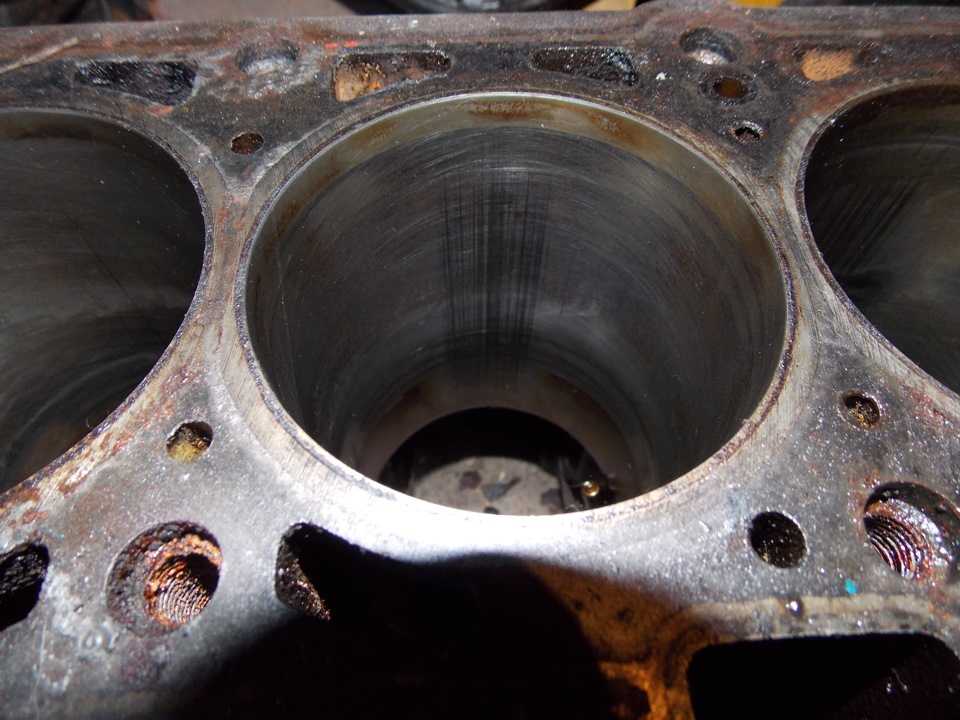
Дефект внутренней поверхности гильзы
При эксплуатации транспортного средства на запыленных дорогах и в промышленных городах через воздушный фильтр или негерметичное соединение воздуховодов, а также с грязным топливом и плохо отфильтрованным моторным маслом частицы пыли попадают в цилиндры ДВС.
Результат — воздействие на зеркало гильзы с эффектом наждачной бумаги (царапины и задиры на зеркале гильзы). Со временем царапин становится больше, далее герметичность прилегания поршневых колец к зеркальной стенке гильзы критически уменьшается, что приводит к падению компрессии в цилиндре.
С целью предотвращения попадания абразива в цилиндры ДВС, владельцу автомобиля необходимо проводить ТО согласно строго определенного регламента
При проведении ТО нужно акцентировать внимание на проверке герметичности соединений воздуховодов, а также использовать рекомендованные производителем масла и фильтры
Поиск места неисправности
Первичная диагностика проводится без разборки двигателя. Если принято решение на капитальный ремонт, то в этом особой необходимости нет, поскольку неисправность достаточно легко обнаружится по визуально различимым признакам.







Магнитнопорошковая проверка
Ферромагнитный порошок, нанесённый на поверхность детали в подозрительном месте, покажет неоднородность металла при помещении в магнитное поле.
Поле создаётся постоянными магнитами при поднесении их в контролируемую зону. Частички порошка или мелкой стружки начинают концентрироваться вблизи трещины, визуализируя дефект.
Проверка водой
Если залить в систему охлаждения воду и подать некоторое избыточное давление, то она начнёт просачиваться через трещины. На сухой поверхности это хорошо видно. Вместо воды можно использовать отработанный антифриз, обладающий более высокой текучестью.
Диагностика давлением
Наиболее часто применяемый способ заключается в опрессовке деталей. Это означает нагнетание воздуха высоким давлением в систему, где перекрыты все естественные каналы. Газ можно подкрасить для лучшей визуализации при помощи автосервисного дымогенератора.
