

Способы фиксации деталей (сборочные приспособления)
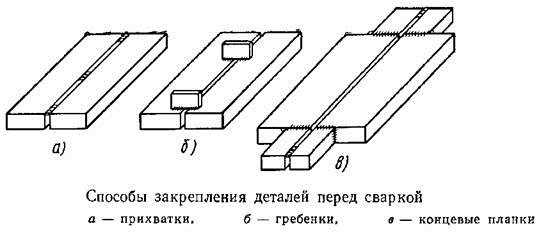
Фиксация металла также считается его подготовкой к сварке. По традиции положение деталей перед электросваркой обеспечивается посредством швов небольшого размера, называемых прихватками.
Причём их сечение не должно превышать половины размера самого шва. Длина прихватов выбирается не более 2-х, а шаг установки – 30-80 сантиметров.
Такие швы выполняются покрытыми электродами с применением защитных газов или же под флюсом. При работе с узлами жёстких конструкций вместо прихватов делается сплошной («беглый») шов небольшого размера, обеспечивающий требуемое расположение деталей при их монтаже.
Как прихватки, так и «беглое» соединение металла выполняется со стороны, обратной месту формирования будущего соединения или первого его слоя. При этом беглый шов одновременно обеспечивает удержание расплавленного металла в границах сварочной ванны.
Для дополнительного крепления заготовок из металла рекомендуется применять специальные планочные гребёнки, удаляемые по мере оформления соединения.
К недостаткам использования таких сборочно-сварочных приспособлений следует отнести непроизводительный расход металла и сложности, связанные с зачисткой получившихся соединений.
Помимо уже рассмотренных приёмов в процессе подготовки к сварке детали могут крепиться посредством специальных струбцин, уголков, клиньев или подобных им механических приспособлений.
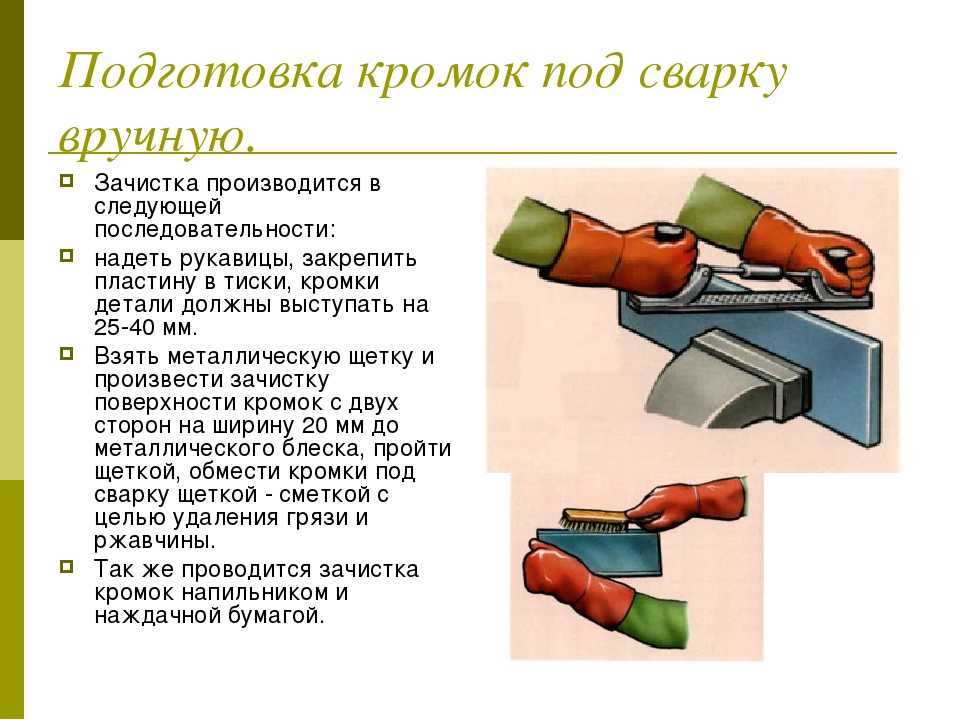
Зачистка
Технология зачистки металла перед сваркой подразумевает снятие:
- ржавчины, чтобы избежать включений в диффузном слое;
- следов смазки, масла, органика снижает качество сварки;
- заусенцы, частички металла, они могут стать причиной брака;
- загрязнения, ухудшают структуру шва;
- оксидный слой, он препятствует образованию ванны расплава.
Для зачистки используют металлические щетки, наждачную бумагу, напильник, любые абразивные инструменты. Даже незначительные включения в ванне расплава приводят к браку. Для снятия оксидов, обезжиривания цветных металлов применяют химические вещества: всевозможные растворители, спирт, кислоту. Для работы с алюминием, цветными и высоколегированными сплавами, берут новую щетку, чтобы в ней не было микрочастичек углеродистой стали. На отливках перед сваркой удаляют литейную корку, на штампованных заготовках – слой окалины.
 Для зачистки используют металлические щетки, наждачную бумагу, напильник, любые абразивные инструменты
Для зачистки используют металлические щетки, наждачную бумагу, напильник, любые абразивные инструменты
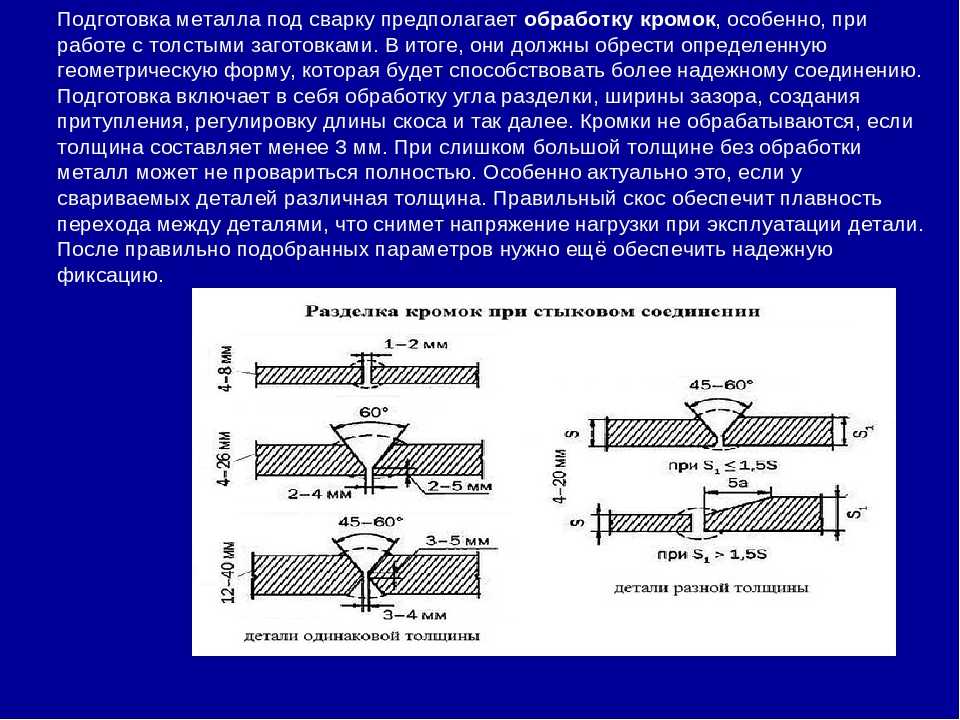
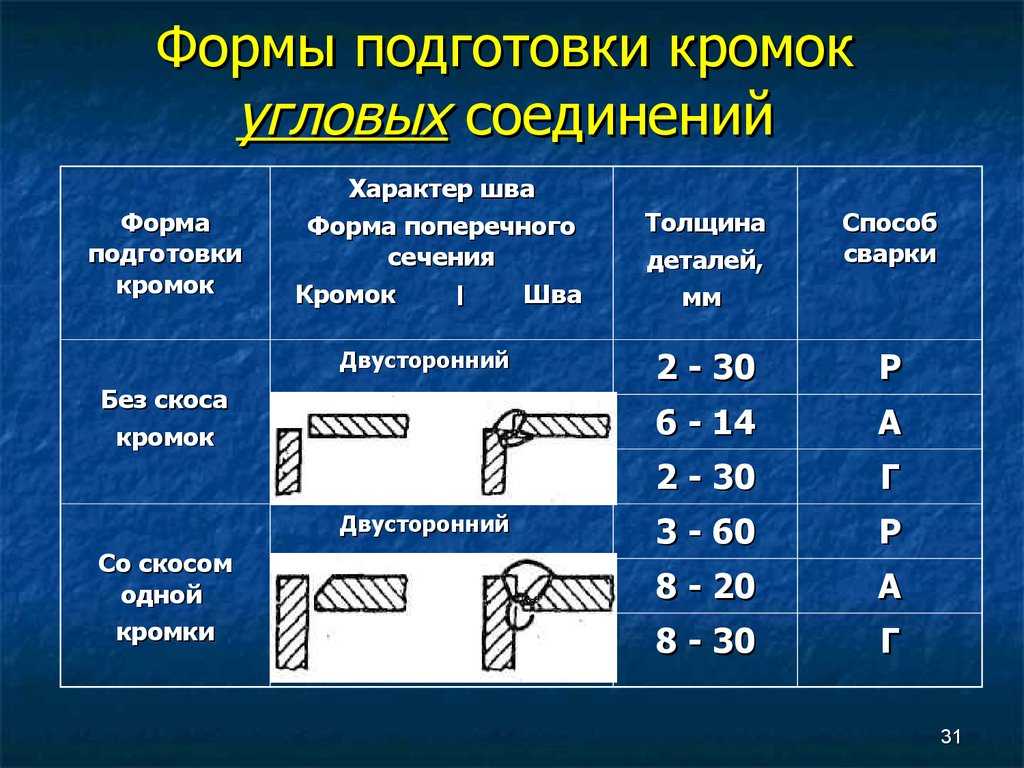
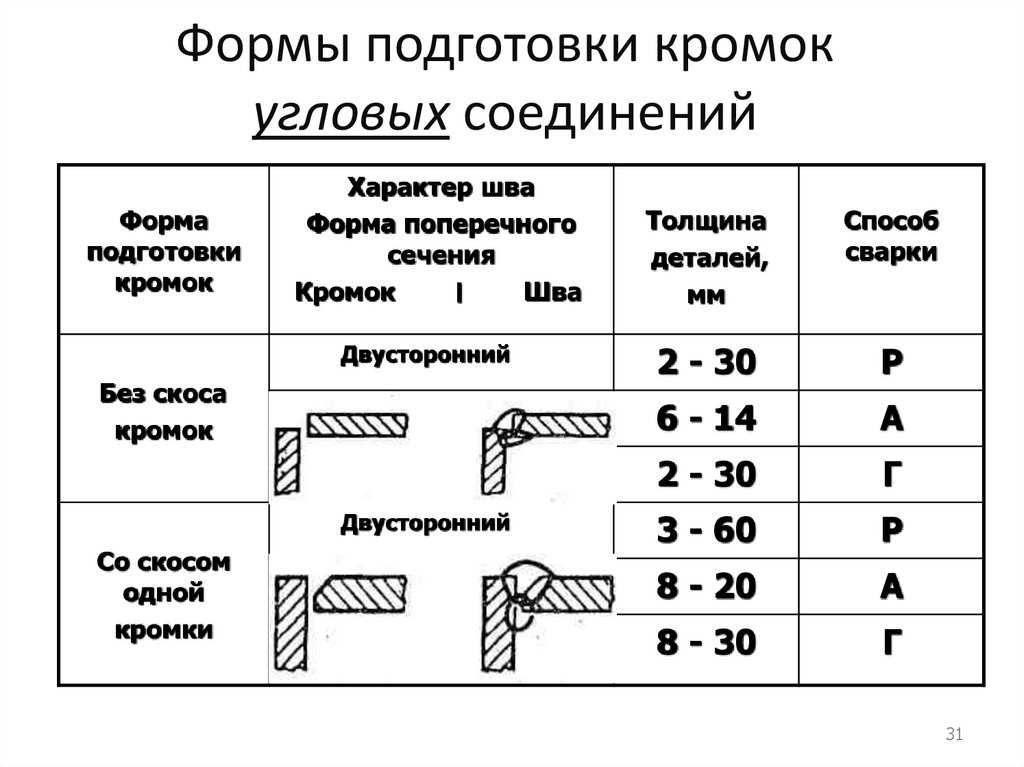
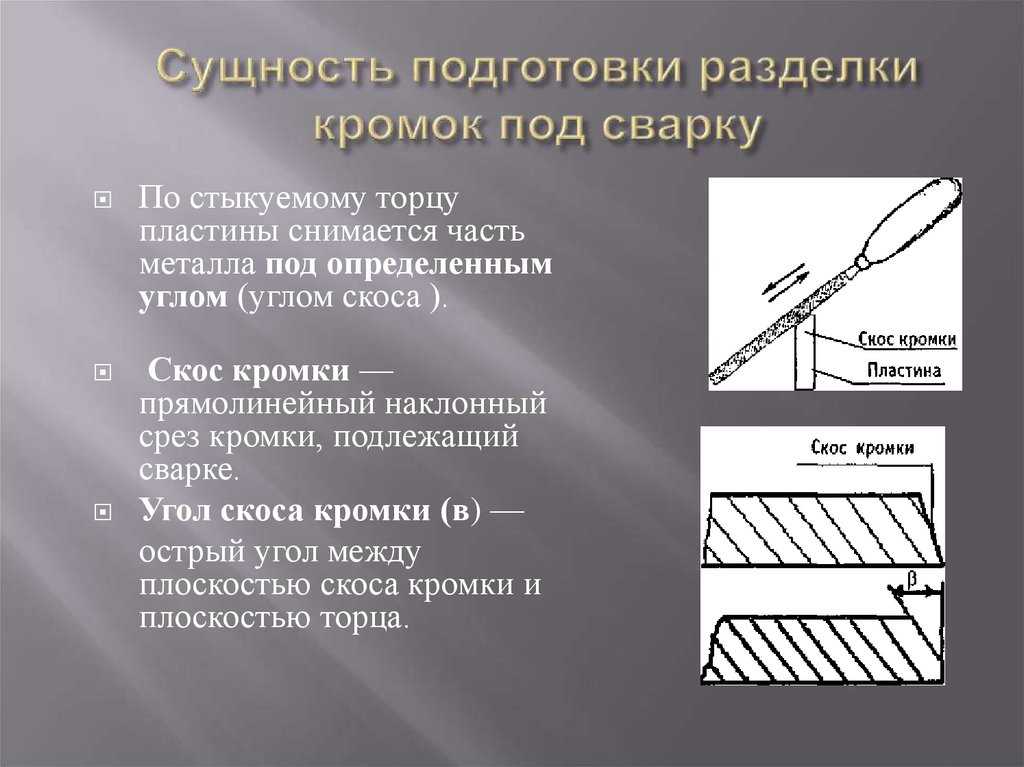
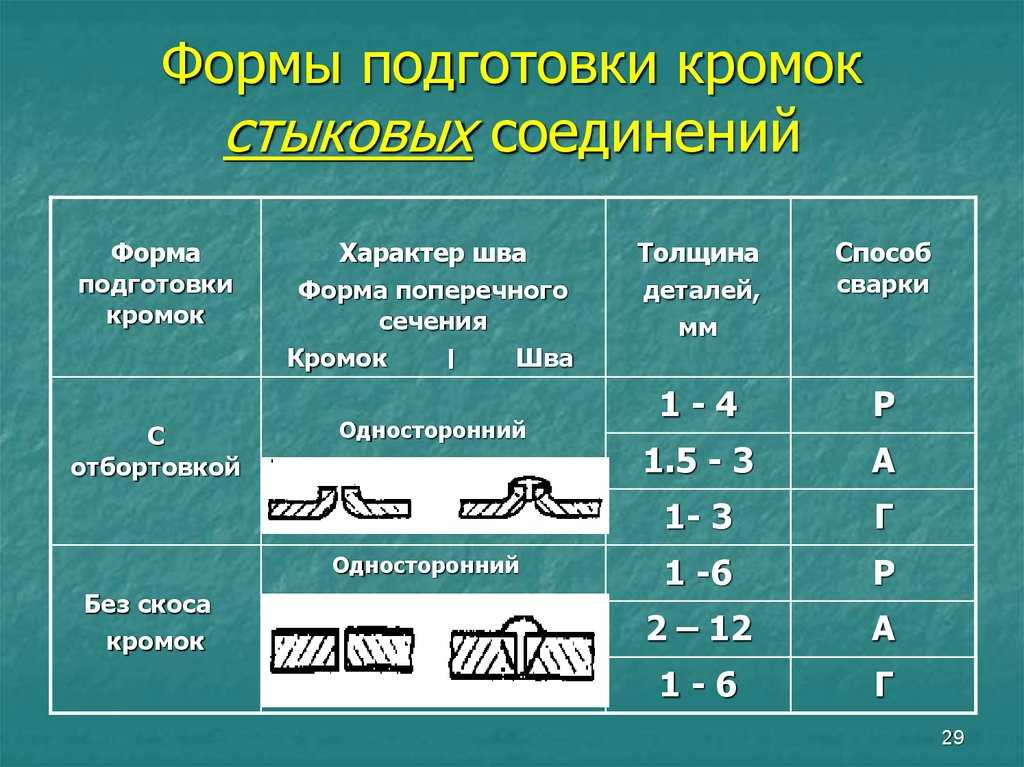
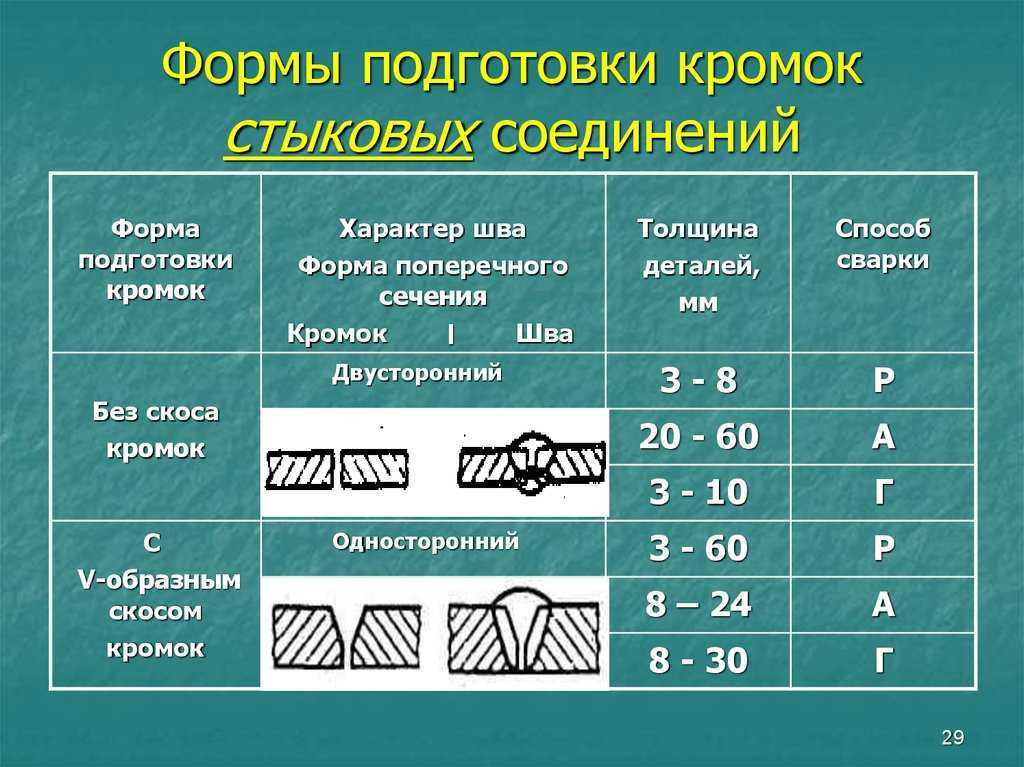
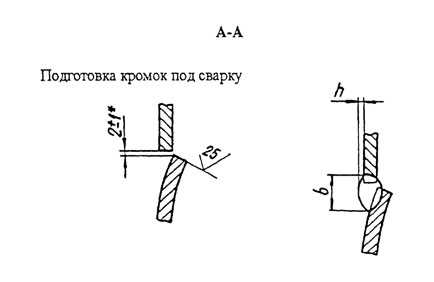
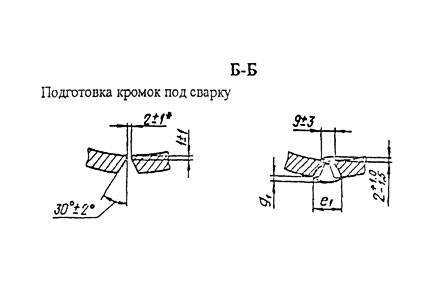
Подготовка кромок
Для улучшения условий сварочного процесса производится обработка кромок изделия
Особенно это важно при сваривании толстых изделий. Подготовка кромок под сварку может производиться термическим и химическим способами
Результатом обработки является приобретение формы, способствующей лучшему соединению деталей. Разделка увеличивает ширину шва.
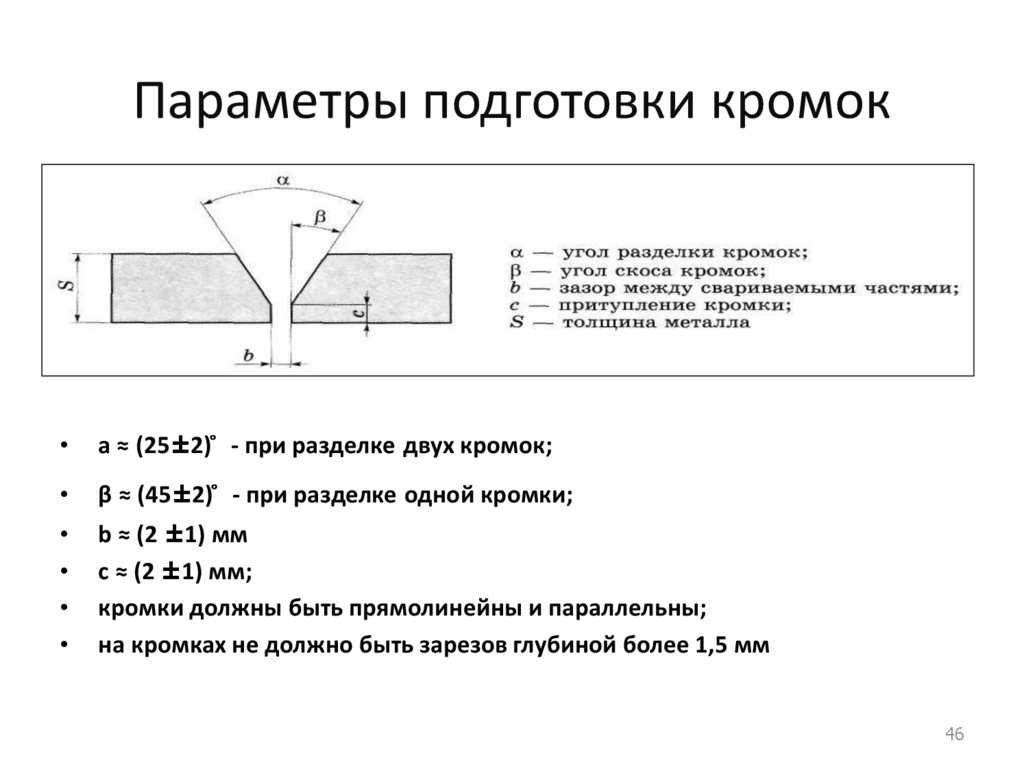
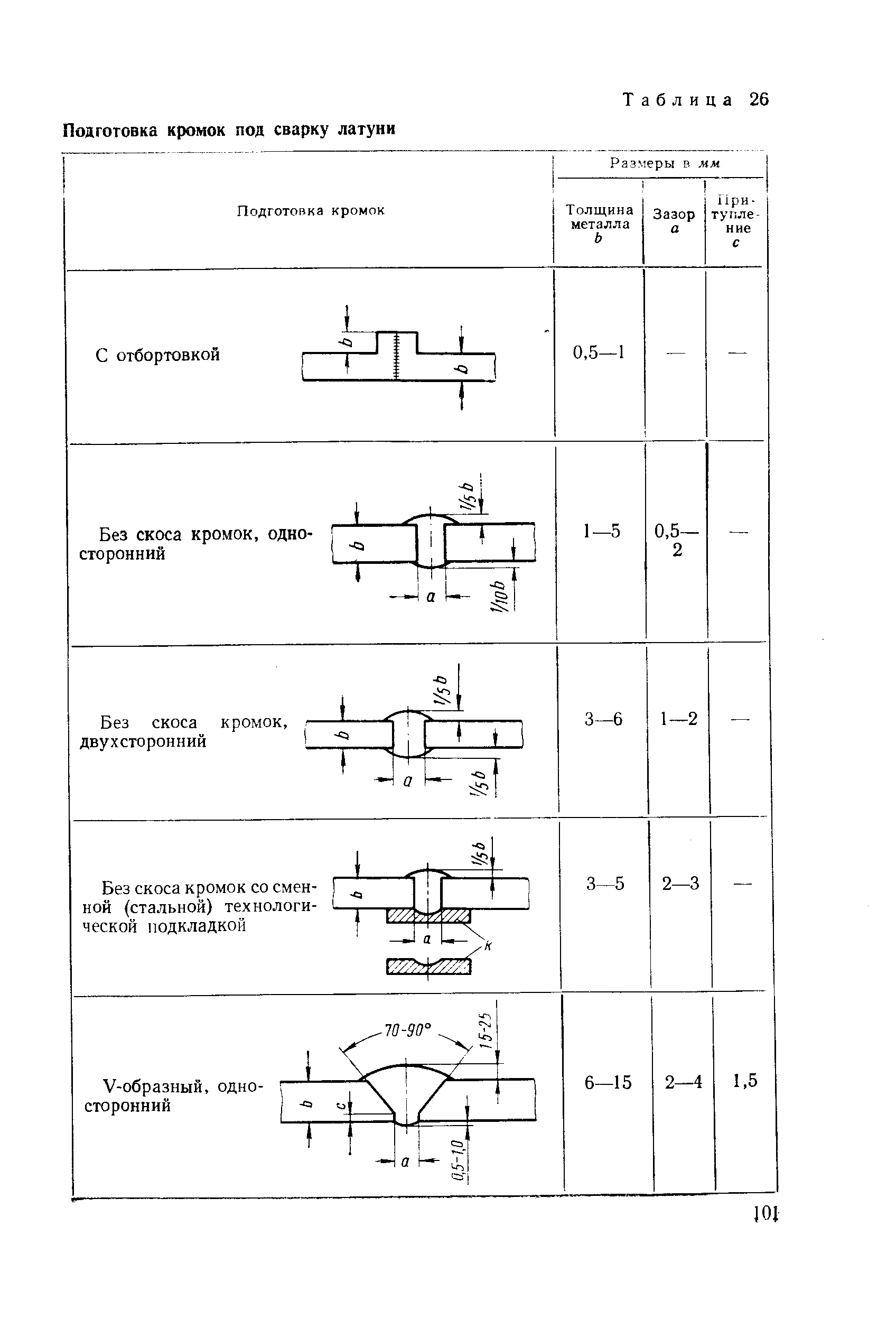
В промышленности используются фрезерные станки, специальные кромкострогальные, пневматические зубила, пламенная резка. Более простые варианты — шлифовка и вырубка. Для механической разделки применяют ножницы по металлу, болгарку, зубило, напильник. Главными параметрами являются скос, угол разделки, ширина зазора, величина притупления. Скос образуется при снятии под углом или закруглением части металла.
Если сварка производится под углом, то разделку кромок можно проводить только при толщине деталей больше 3 см. Важную роль наличие скоса играет, когда свариваются детали разной толщины. Иногда приходится прибегать к притуплению кромок. Это целесообразно, если они имеют на конце острую форму. Иначе это может вызвать образование прожогов, деформацию шва, создание дополнительного напряжения, уменьшение прочности соединения.
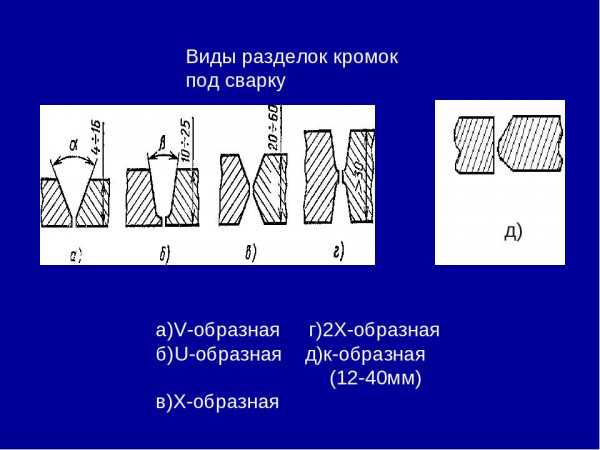
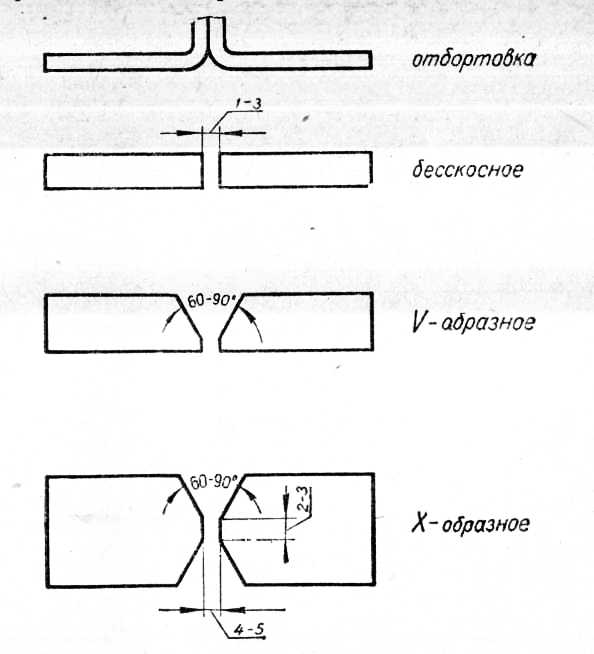
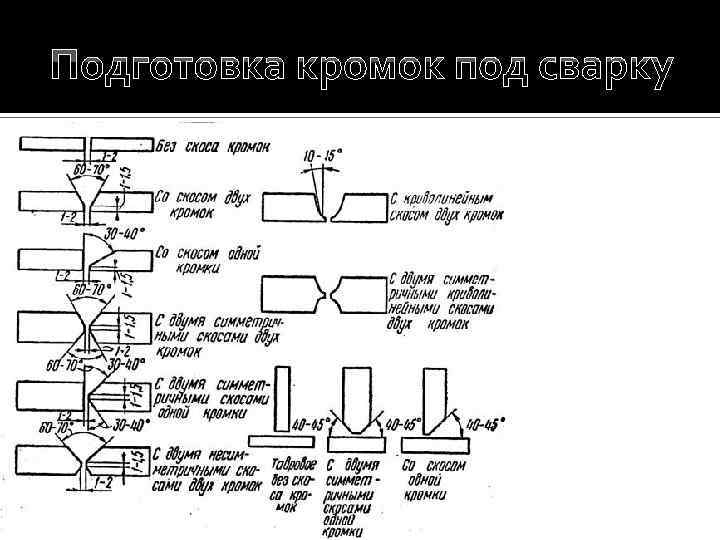
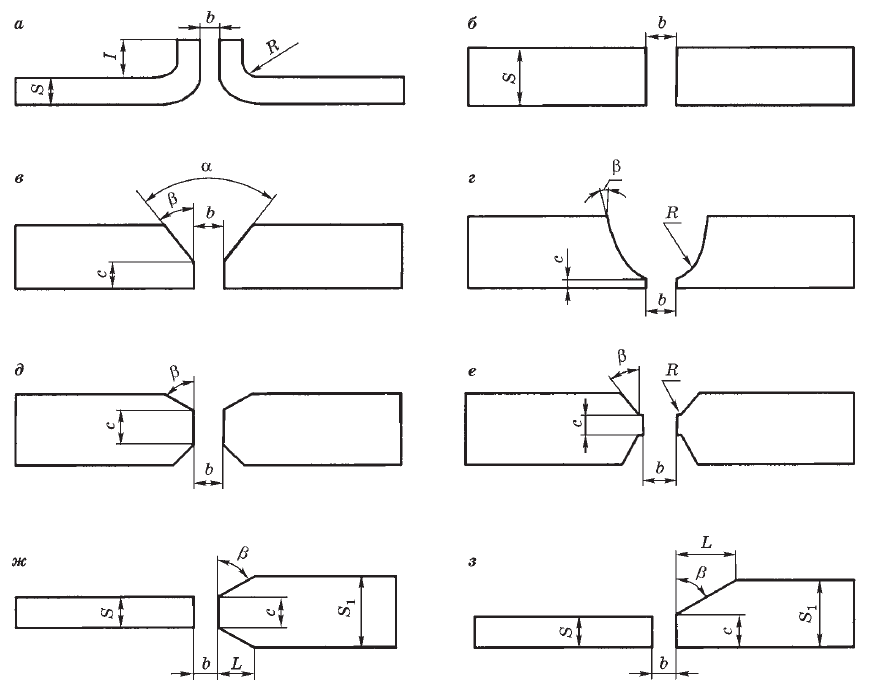
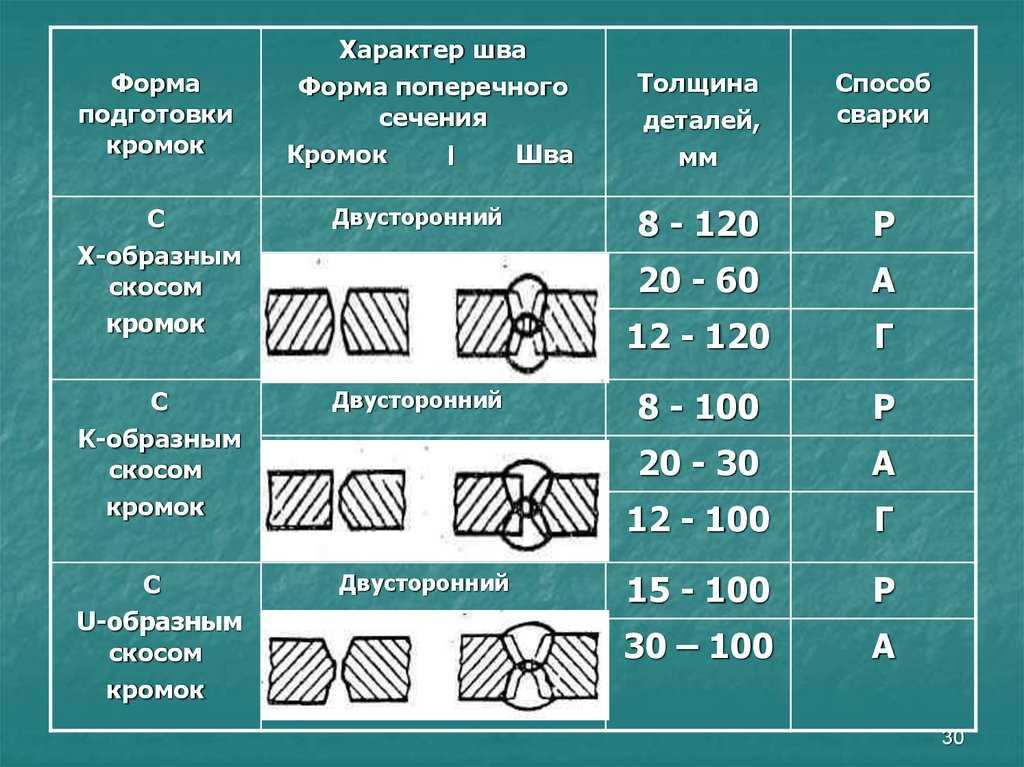
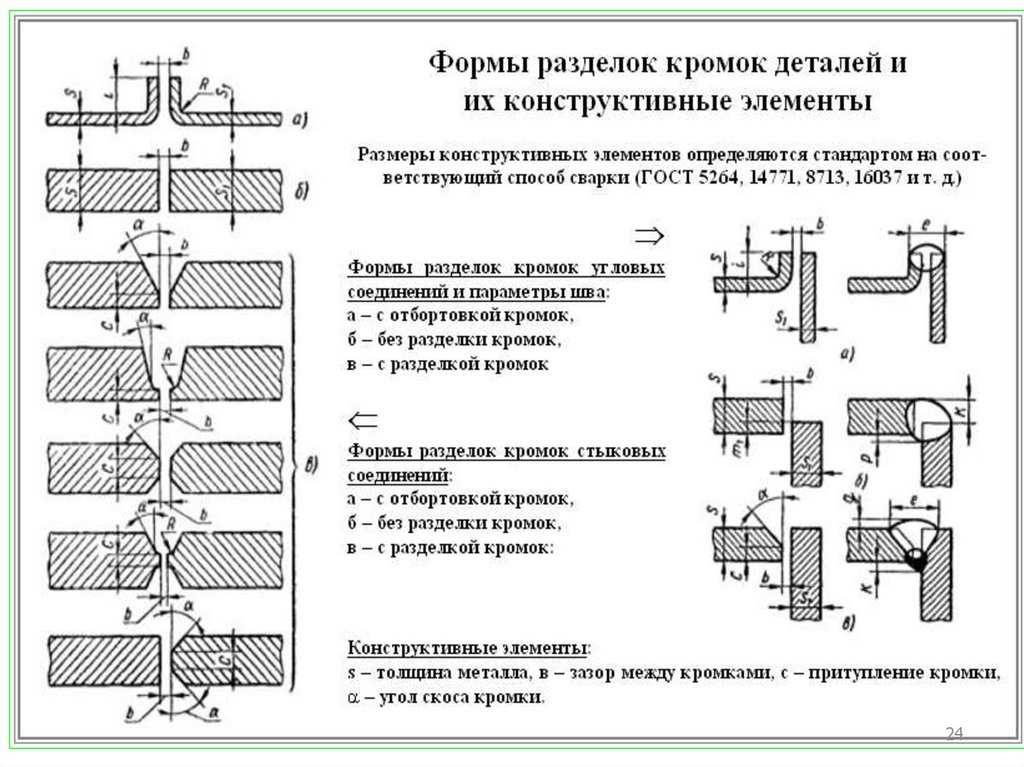
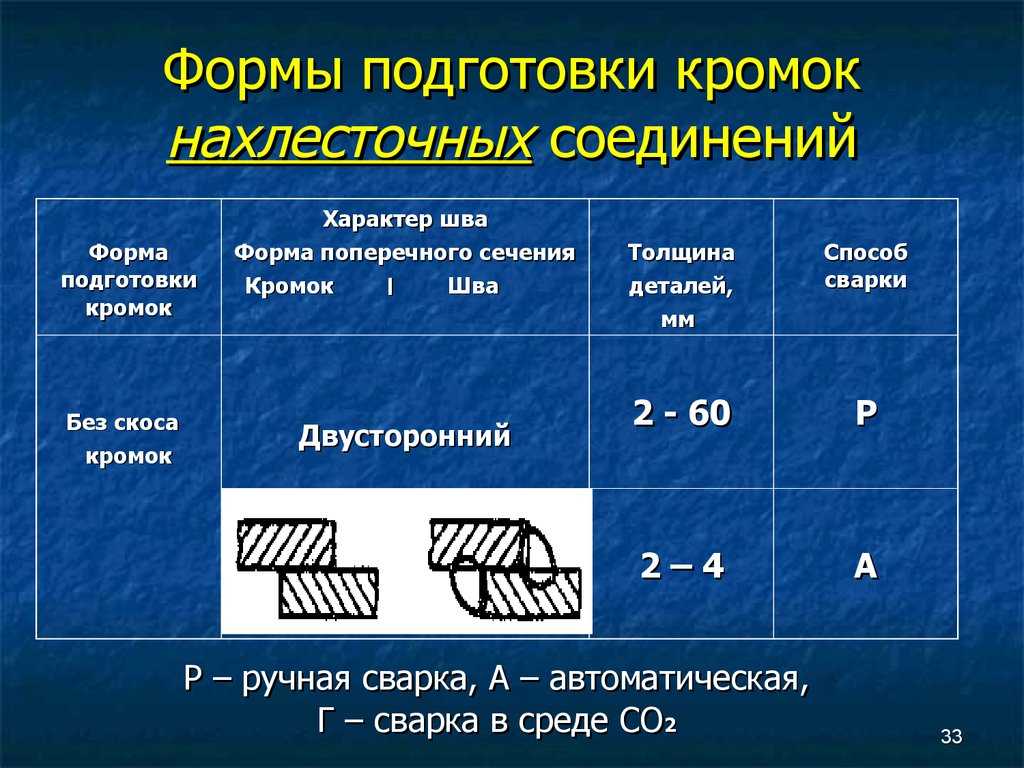
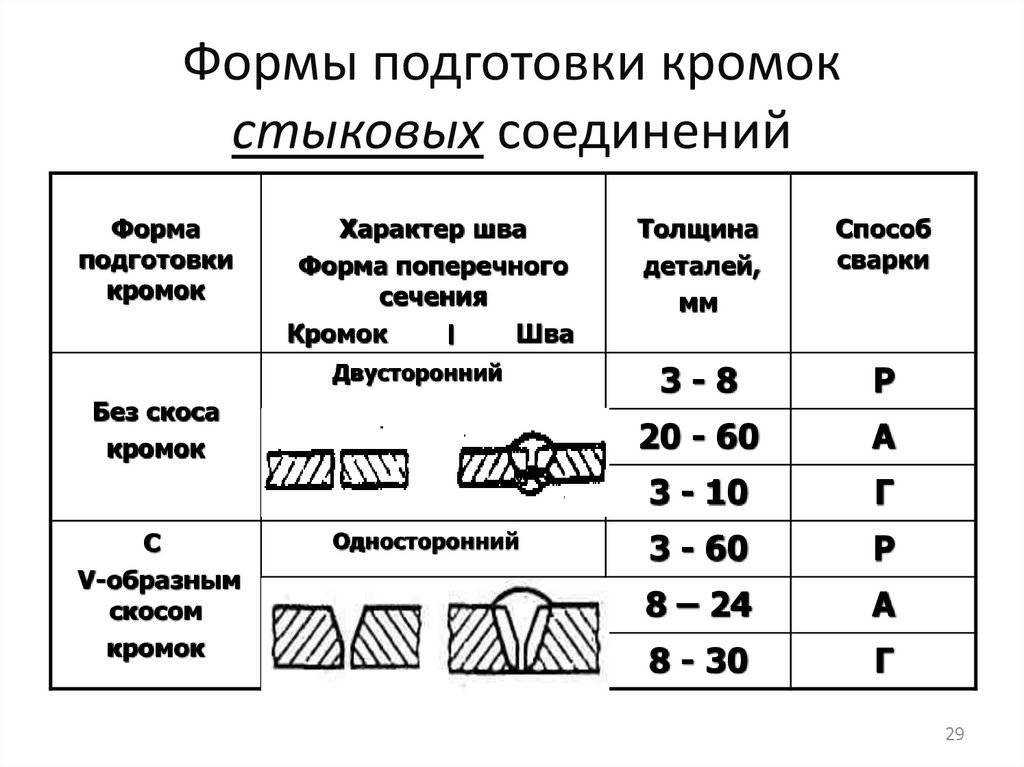
Разделки бывают только с одной стороны или двухсторонними. Различные типы скосов используют для разных соединений:
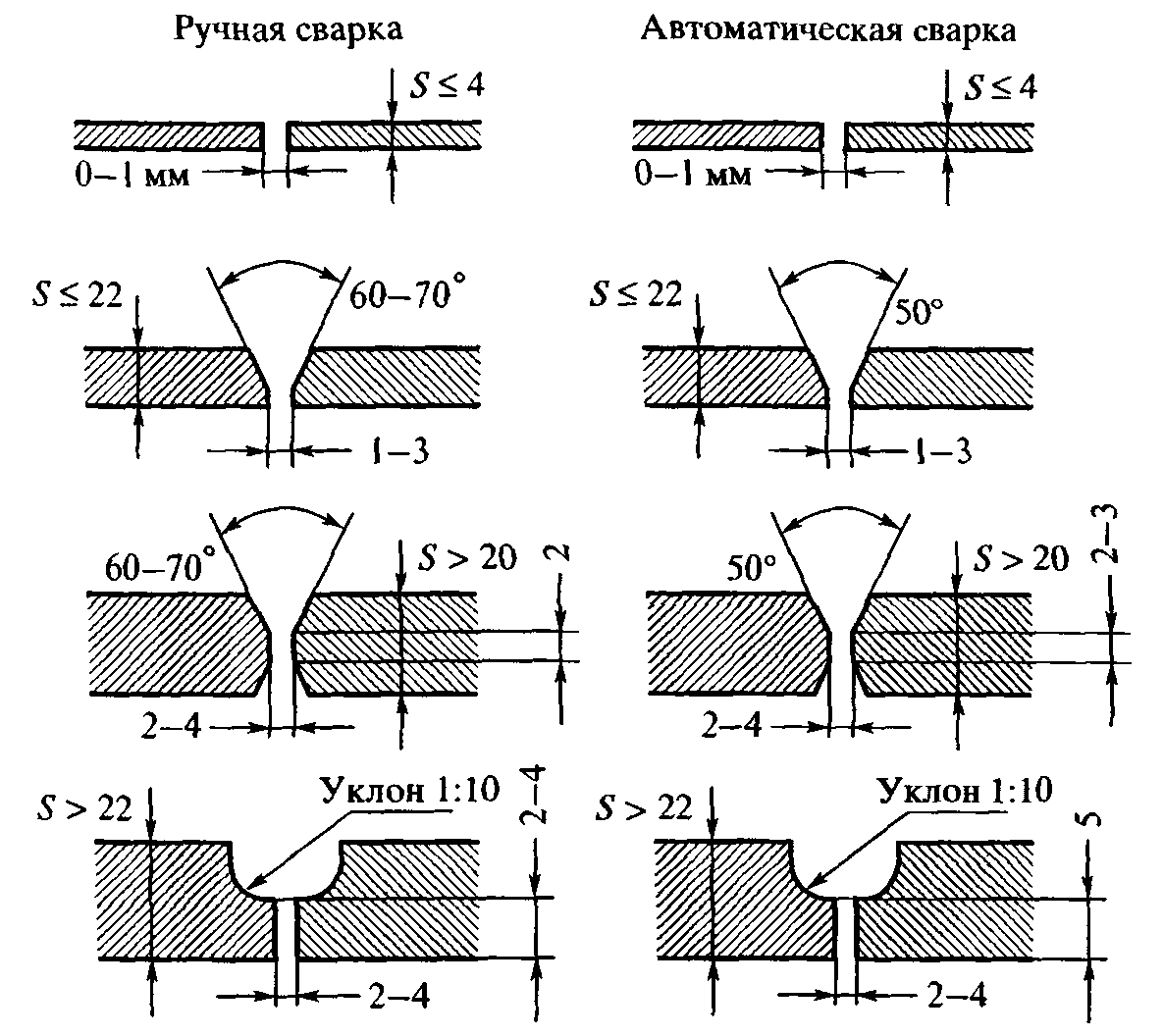
- Односторонний скос одной или обеих кромок имеет вид буквы «V». Применяется в большом диапазоне толщин. Является наиболее популярным. При разделке обеих кромок угол составляет 60 градусов, а только одной — 50.
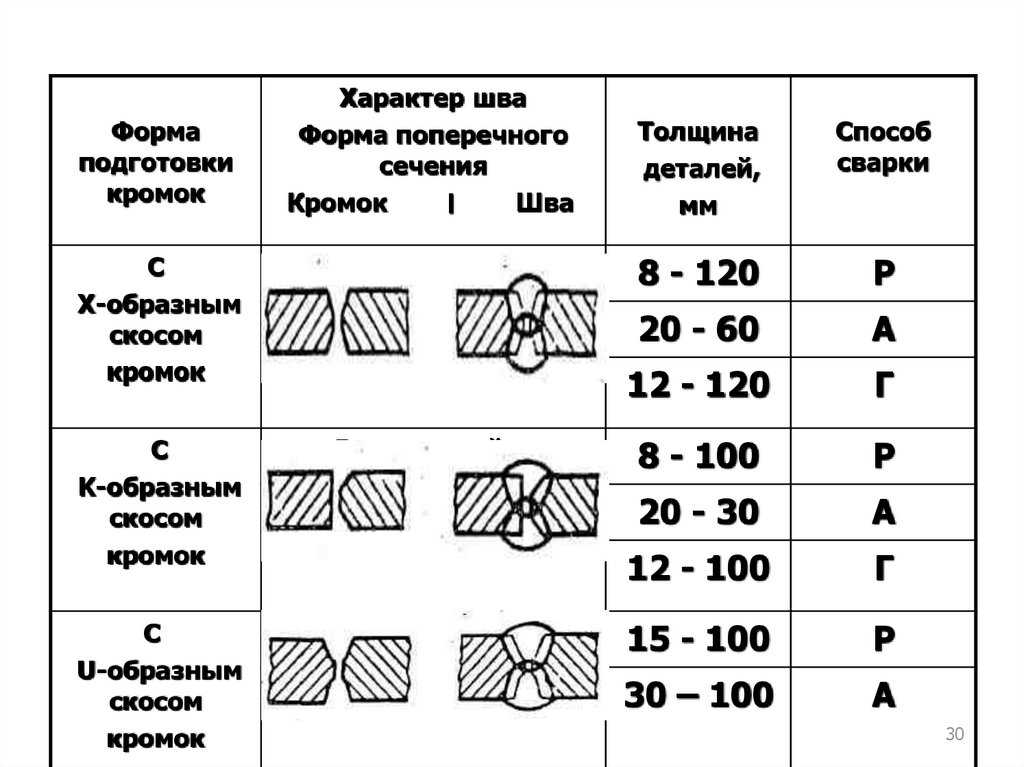
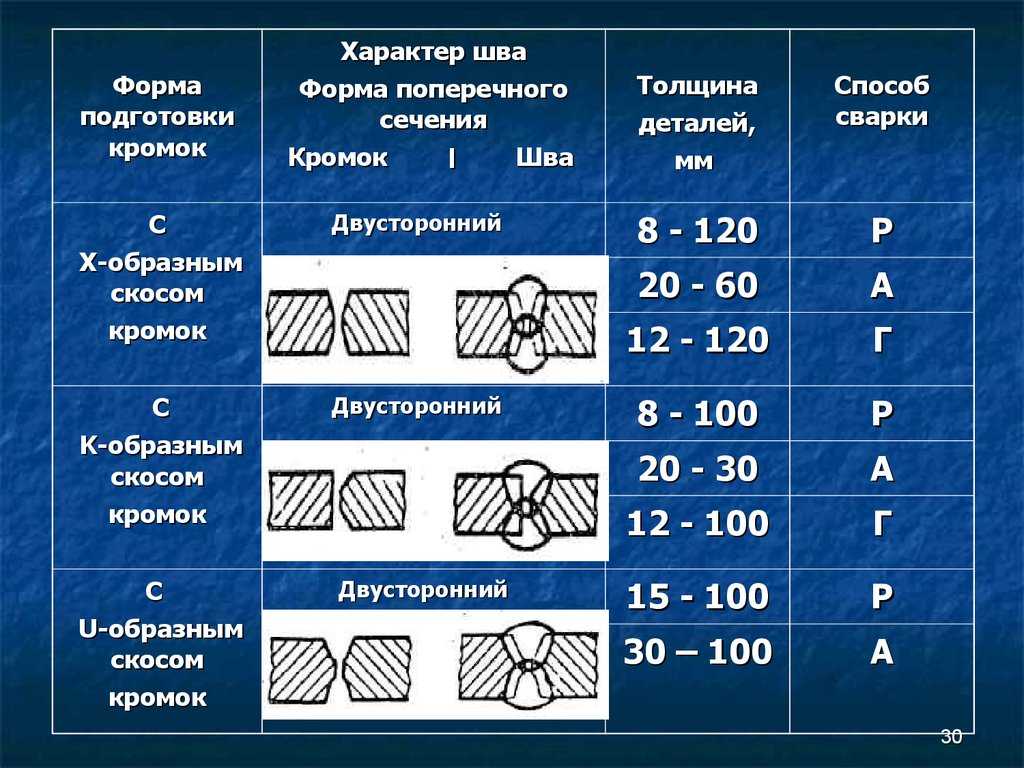
- Двухсторонний скос обеих кромок напоминает букву «X». Применяется для изделий, имеющих толщину 10-60 мм. Угол — 60 градусов.
- Скос в виде буквы «U» выполняется с одной стороны. Такую криволинейную форму используют для металлов с толщиной 20-60 мм. Для начинающих способ является сложным.
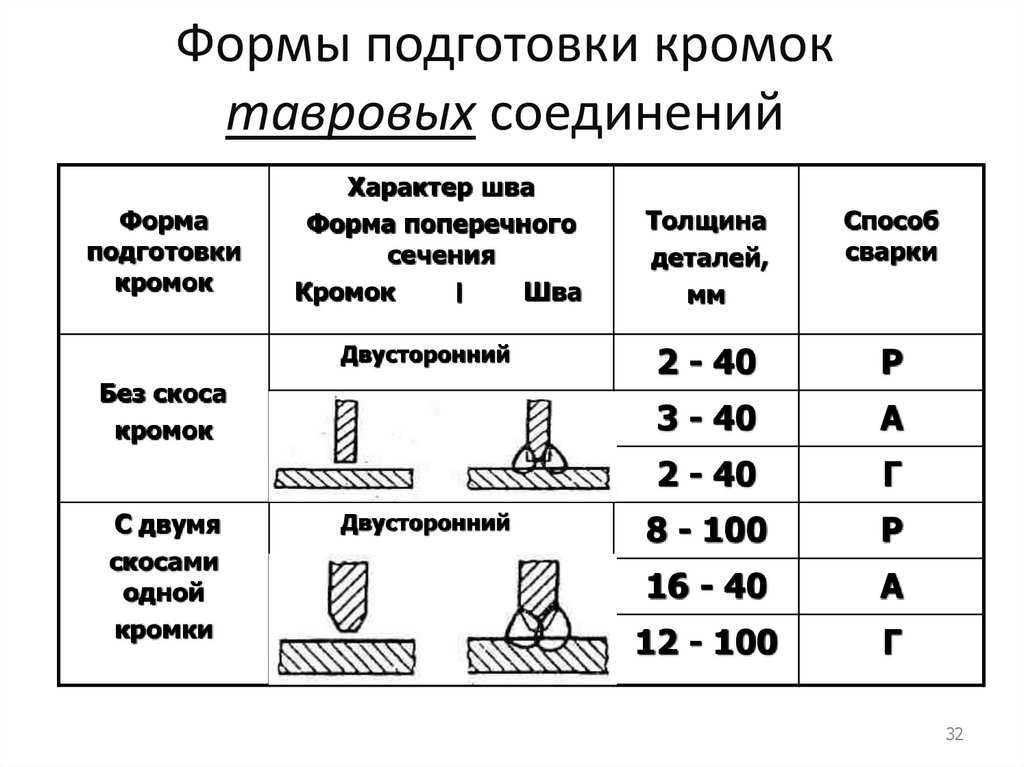
- Скос в виде буквы «К» применяют редко. В этом случае для одной из кромок делают двухсторонний скос, а для второй — односторонний.
Обозначение на чертежах скоса «β», а угла раскрытия «α». Скос не должен иметь перепадов. Для контроля разделки могут применяться шаблоны.
Отдельный вариант — подготовка кромок под сварку труб. При этом процессе необходимо осуществлять контроль перпендикулярности торца трубы к ее оси. Требования изложены в нормативном документе РД 153-34.1-003-01. Общий угол раскрытия, образованный двумя круговыми кромками обеих труб — 60-70 градусов. Притупление делают на размере 2-2,5 мм.
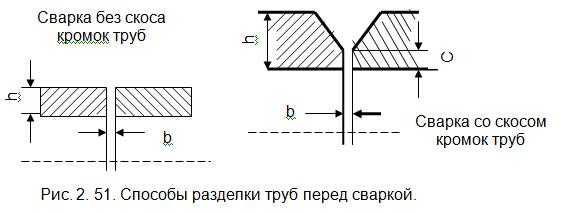
Подготовка труб к сварке предполагает градацию согласно толщине стенок свариваемых труб. При небольшой величине применяются скосы, имеющие V-образную или X-образную форму. При более значительной толщине делают U-образный скос.
Подготовка труб под сварку предполагает также выбраковку. Сваривание недопустимо, если разница внутренних диаметров приготовленных для сваривания труб составляет более 3 мм. Если торцы имеют механические дефекты, то их подрезают.
Восстановление деталей сваркой и наплавкой
При ремонте оборудования сварку применяют: для получения неразъемных соединений при восстановлении разрушенных и поврежденных деталей, для восстановления размеров изношенных деталей и повышения их износостойкости путем наплавки более стойких металлов.
Автоматизированные процессы сварки и наплавки являются более совершенными и экономически эффективными по сравнению с ручными способами. Наибольшее распространение в ремонтной практике получила автоматическая и полуавтоматическая дуговая сварка и наплавка под слоем флюса. Ручные способы сварки и наплавки менее совершенны, но являются незаменимыми при ремонте деталей машин в неспециализированных ремонтных предприятиях благодаря маневренности, универсальности и простоте процесса.



Газовую сварку применяют для восстановления деталей из серого чугуна. Детали малого размера и веса сваривают без предварительного подогрева, а крупные детали предварительно нагревают.
Электродуговая сварка более экономична и создает более надежное сварное соединение по сравнению с газовой сваркой. Правильная подготовка детали к сварке обеспечивает высокое качество наплавленного слоя и прочное сцепление его с основным металлом. Перед сваркой детали очищают и разделывают их кромки. Поверхность деталей очищают стальной щеткой, напильником, наждачным полотном, абразивным кругом, пескоструйным аппаратом, затем промывают бензином или керосином, а также подвергают щелочному травлению. Кромки листов свариваемых встык разделывают (скашивают) под углом (60—70°), а края изломов и пробоин выравнивают.
Наплавка является одним из основных методов восстановления деталей. Она широко применяется в тех случаях, когда трущимся поверхностям необходимо придать большую износоустойчивость. Наплавляют два, три и более слоев часто твердыми сплавами, позволяющими увеличить срок службы деталей в несколько раз. Качество наплавки в значительной степени зависит от состояния восстанавливаемой поверхности. Чугунные и стальные детали из малоуглеродистой стали перед наплавкой обезжиривают с целью удаления масла из пор и трещин. Для этого поверхность детали обжигают газовой горелкой, паяльной лампой или в нагревательных печах. Копоть налет окислов после обжига удаляют с поверхности детали наждачным полотном или ветошью, смоченной керосином или бензином. Участок детали под наплавку обрабатывают стальными щетками или абразивными кругами.
Условия для газовой резки
- Температура плавления металла должна быть выше температуры его воспламенения в кислороде. (Для Ст.З температура плавления −1539°С, а температура воспламенения — 1100-1200°С.) Углерод заметно снижает температуру плавления. Поэтому высокоуглеродистые стали и чугуны резать обычным резаком невозможно.
- Температура плавления металла должна быть выше температуры плавления его окислов. Иначе пленка окислов будет препятствовать доступу кислорода к металлу и горения (резки) не будет. (Окисел хрома имеет температуру плавления 2270°С, а температура плавления для Ст.З −1539°С).
- Окислы, образующиеся при резке должны быть достаточно жидко-текучими. При их избытке они налипают на кромки реза, и удалить их очень трудно (Окислы кремния, хрома и др. обладают высокой вязкостью). И можно потратить очень много времени причем малорезультативно на их удаление.
- Металл должен плохо проводить тепло, иначе тепла от пламени не хватит, чтобы нагреть кромку перед началом резки.
Эпоксидная грунтовка под нанесение шпаклёвки.
Когда авто красили несколько раз и нет возможности полностью убрать покрытие, перед шпаклеванием возникает необходимость применения эпоксидного грунта.
Для того чтобы показать как это работает, отшлифуем несколько прослоек и подготавливаем поверхность абразивом P180.
После обдувания нужно нанести два тонких слоя с разницей 5-10 минут.
Необходимость использования двух слоев возникла из -за того что на детали много ремонтных покрытий, а так можно было обойтись и одним.
По истечении 40 минут можно нанести шпаклевку. Если шпаклевание запланировано через день после грунтовки, то перед этим нужно матировать поверхность, используя скотч-брайт красного цвета.
Обдуваем воздухом, наносим шпаклёвку и шлифуем после высыхания. При приготовлении смеси для шпаклевания необходимо соблюдать пропорции отвердителя, 2-3 % от общего объема.
В результате получения нужной формы, можно перейти к нанесению на авто грунта- наполнителя.
Подробности о применении двухкомпонентного эпоксидного грунта можно узнать на видео.
В заключение отметим, что автомобильный эпоксидный грунт применяют и как первичный. В таком случае его необходимо наносить на металлическую поверхность без коррозии. Помимо этого, его можно распылять на различные поверхности: старые лакокрасочные покрытия, шпаклёвки, оцинкованную сталь и т.д.
Также автомобильная эпоксидная грунтовка выступает изолятором. Он образует пленку на авто, которая не пропускает кислород. Хорошо прилипает к металлу и держит последующие покрытия.
Комментарии
Рекомендованные статьи
18 октября 2015
Выбор тюнинг-ателье
20 мая 2023
4 апреля 2016
Презентация Mini Clubman 2016
29 ноября 2018
«Зимние советы» Textar для автомобилистов
8 сентября 2020
100 лет назад на СТО
3 мая 2018
Если покупать новый автомобиль BMW, то только у официального дилера в Москве
Восстановление деталей металлизацией
Металлизацией называется нанесение расплавленного металла на поверхность детали. Расплавленный металл в специальном приборе — металлизаторе струей воздуха или газа распыляется на мельчайшие частицы и переносится на предварительно подготовленную поверхность детали. Нанесенный слой не является монолитным, а представляет собой пористую массу, состоящую из мельчайших окисленных частиц.
Способом металлизации восстанавливают размеры посадочных мест для подшипников качения, зубчатых колес, муфт, шеек коленчатых валов и т. п. Чтобы металлизационный слой прочно соединился с поверхностью детали, поверхность очищают от грязи и масла и подвергают пескоструйной обработке.
Твердость металлизационного покрытия определяется качеством наносимого материала.
Матование
Матирование или матование – это обработка кузова мелким абразивом. В результате этого глянцевая поверхность становится матовой. Следы, оставленные от шлифовки не должны просвечивать после окрашивания. Для этого царапины обязаны быть допустимой глубины. Если они будут слишком мелкими, то лакокрасочный слой не будет за них держаться.
К покраске подготовка осуществляется наждачными бумагами P600-P800. Шлифовальные круги, применяемые на эксцентриковой машинке, могут быть с более крупным зерном, чем на наждачной бумаге, применяемой вручную. Так, следы от кругов P600 хорошо перекрываются краской с лаком, в то время как обработка шлифовальной бумагой P600 вручную оставит риски, которые будут потом заметны.
Вручную лучше обрабатывать не крупнее P800, но не мельче P1000. Если во время подготовки кроме матирования нужно удалить шагрень, то лучше шлифовать наждачной бумагой P600, а далее сгладить царапинки от неё P800. Бумага с таким абразивом применяется на мокрую. Нужно, чтобы она минут 10 полежала в воде, отчего абразив будет действовать мягче. Шлифуйте через брусок или ракель. Так следы от шлифования получаются более равномерными. Вручную надо шлифовать движениями вперёд-назад. Не следует делать круговые движения, оставляющие более заметные царапины.
Выбор рационального способа ремонтной сварки и наплавки
Для правильной организации подготовки деталей к наплавке и выполнения наплавочных работ необходимо после осмотра и замеров износа деталей составить карту технологического процесса ремонта. В ней должны быть отображены причины и характер износа, условия работы деталей, объем работ, вид и способ наплавки, марка и диаметр электродов или проволок, режим и технология наплавки, время на выполнение работ, последовательность операций, припуск на механическую обработку, необходимость предварительной и последующей термической обработки.
В первую очередь необходимо обосновать выбор способа наплавки. При выборе способа восстановления изделия, а также повышения его износостойкости следует учитывать особенности способов наплавки и применимость их к восстановлению тех или иных деталей
Особое внимание при выборе материала наплавки следует уделять тем свойствам наплавленного металла, которые наиболее характерны для работы детали, чтобы прочность и износостойкость ее была не ниже по сравнению с ненаплавленной деталью. Целесообразность применения какого-либо способа наплавки определяется и экономической эффективностью для каждого конкретного способа, для каждой детали
Если принять среднюю стоимость ручной дуговой наплавки за 100 %, то автоматическая наплавка под флюсом составит 74 %, вибродуговая наплавка – 82 %. В значительной степени выбор способа наплавки (ручная или автоматическая) определяется однотипностью и массовостью восстанавливаемых деталей.
Средняя стоимость восстановления ручной дуговой наплавкой составляет 25…35 % от стоимости изготовления новых деталей. При экономическом расчете выбора способа наплавки должны быть учтены следующие факторы: стоимость восстановления детали наплавкой по сравнению со стоимостью изготовления новой заготовки обычными методами (ковкой, литьем, штамповкой и т. д.); стоимость механической и термической обработки (до наплавки и после) по сравнению со стоимостью обработки новой детали из заготовки; качество выпускаемой продукции (в тех случаях, когда оно зависит от детали, подвергающейся наплавке); затраты на эксплуатацию и ремонты машины или агрегата за длительные периоды времени до и после применения наплавляемых деталей; изменение их производительности; влияние наплавки на расход дефицитных материалов; организация труда и механизации наплавочных работ. Особого внимания при выборе рационального способа наплавки требует электросварочное оборудование. Некоторые металлы и сплавы можно наплавлять только определенным способом. Многие способы наплавки требуют специализированного оборудования.
На выбор способа наплавки оказывают влияние размеры и конфигурация деталей, производительность и доля основного металла в наплавленном слое. Несмотря на невысокие показатели по производительности, ручная дуговая наплавка (РДН) штучными электродами является наиболее универсальным способом, пригодным для наплавки деталей различных сложных форм, и может выполняться во всех пространственных положениях. Для наплавки используют электроды диаметром 3…6 мм. При толщине наплавленного слоя до 1,5 мм применяются электроды диаметром 3 мм, а при большей толщине – диаметром 4…6 мм. Для обеспечения минимального проплавления основного металла при достаточной устойчивости дуги плотность тока составляет 11…12 А/мм2. Основными достоинствами РДН являются универсальность и возможность выполнения сложных наплавочных работ в труднодоступных местах. Для выполнения РДН используется обычное оборудование сварочного поста.
К недостаткам РДН можно отнести относительно низкую производительность, тяжелые условия труда из-за повышенной загазованности зоны наплавки, а также сложность получения необходимого качества наплавленного слоя и большое проплавление основного металла.
Резка металла
Резка металла подразделяется на механическую и термическую резку. Механическая
резка происходит при механическом воздействии и выполняется на ножницах, отрезных
станках, гильотинах, прессах и др.
Термическая резка производится за счёт термического воздействия (расплавления)
металла. Может выполняться вручную, или специальными машинами, работающими по
программе. При использовании таких машин, необходимость в предварительной разметке
металла пропадает.
Термическая резка менее производительна, чем ручная. Но она гораздо более универсальна,
т.к. позволяет получить детали практически любой конфигурации и любой толщины.
Рубка металла перед сваркой
Когда производится подготовка металла под сварку, снимают слой металла, а именно фаску, задействовав кромкострогательный станок или газорезательный автомат. В некоторых случаях рубку изготавливают зубилом, которое бывает ручное или пневматическое.
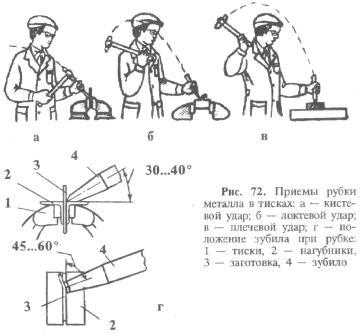
Схема рубки металла
Кромки рубят по рискам, которые нанесены с применением никерного разметчика, они представляют собой две параллельные линии. Внутренняя обозначает верхнее ребро фаски, внешняя находится в нижней части фаски. При отсутствии рисок мастер использует при рубке линейку.
Чтобы при рубке фасок не ошибиться, необходимо к работе относиться с большим вниманием и нажимать на инструмент нужно равномерно. При выполнении рубки фасок края листа должны быть надежно закреплены
Листы, которые не установлены на место, подлежат обрубке прямо на стеллаже или после укладки на пол, но в любом случае материал требуется зажать, чтобы не допустить сдвигов при ударе.
Сборка
Непосредственно перед проведением сварки, нужно произвести сборку конструкции. Она означает установку и фиксацию всех деталей в положения, предусмотренные проектом. От того, насколько правильно произведена сборка, будет зависеть качество швов и надежность конструкции в целом. Для этого стоит соблюдать несколько правил:
- Между деталями должен быть предусмотрен требуемый зазор, строго по проекту;
- Части закрепляются так, чтобы их целостность не была нарушена в процессе соединения и кантовки;
- Не должно быть никаких ограничений к месту сварки.
Есть смысл сделать так называемые «прихватки». Это небольшие отрезки швов, они помогут сохранить целостность установленных по проекту частей металла и уберечь сборку от возможных повреждений даже при транспортировке. Обычно прихватки сваривают с учетом таких характеристик:
- их сечение не должно превышать половину сечения будущего шва;
- максимальное значение сечения 30 квадратных миллиметров;
- расстояние от одной до другой 400-800 мм.
Сварка и наплавка
Восстановление деталей сваркой и наплавкой — это довольно популярный и часто применяемый способ. С его помощью исправляются картеры приборов, завариваются трещины, делаются накладки и т. д. Принцип починки состоит в том, чтобы наплавить изношенные поверхности для работы под ремонтные или нормальные размеры. Касаемо ремонта авто, всегда применяют два вида наплавки, полуавтоматический и соответственно автомат.
Когда используется автоматическая пайка, поджог дуги её перемещение и подача электродного материала происходит механизировано. В случае с полуавтоматической наплавкой всё происходит вручную. В основном её применяют для коротких наплавов и сварочных швов.
Преимущества этих методов выражены в лучшем качестве результата и высокой производительности. Этот результат достигается путём того, что расплавленный после сварки флюс защищает наплавляемый металл от воздействия на него окружающей среды. Это целесообразно использовать для ремонта обода колёс большегрузов, шлицевых и распределительных валов.

Сварка и восстановление мелких деталей предполагает использование автоматической вибродуговой наплавки. Таким образом, удаётся наплавить слой толщиной до 1,5 миллиметра. Наплавная головка закрепляется на суппорте станка, а сама металлическая деталь по центру. Электродная проволока подаётся из кассеты роликами, используя вибрирующий мундштук к крутящейся детали. Вибрируя, он соприкасается с деталью и оплавляется под воздействием электрических импульсов.
Сварка деталей наплавкой предусматривает три этапа:
- Подготовительные работы;
- Процесс сварки;
- Обработка и работа над улучшением характеристик детали.
При подготовке происходит разделка кромок соединяемых деталей и очищается их поверхность. Всё происходит механическим образом или используя кислородную резку.
Сварка оцинкованных деталей предполагает переход цинка от воздействия температуры в газообразное состояние. Эти пары могут наносить удушье и вызвать отравление. Работы с данными деталями требуют высококвалифицированного подхода и специально оборудованного помещения.

https://youtube.com/watch?v=po6Q8Vds3dg
Сварка закладных (из округлой стали) деталей требует тщательной подготовки. Перед работой они обрабатываются токарным способом при наличии на них трещин, щепок и т. д. Толщина слоя, который будет подвергаться снятию, равен 1-2 миллиметрам. Подготавливая резьбовые поверхности, их нужно освободить от самой резьбы, которая пришла в непригодность, так как это будет препятствовать достаточной сцепке металлической поверхности. Затем нужно удалить следы масла, в этом случае всегда помогает газовая горелка.
Подготовка алюминиевых деталей означает процесс наплавления в несколько подходов. Здесь будут использоваться электроды алюминиевого состава или же проволока, состоящая из соответствующего сплава. Сварка осуществляется местным или общим прогревом детали с температурой до 300 градусов.
Сборка деталей под сварку
Подготовленные заготовки нужно зафиксировать в определенном положении. Это касается плоских и объемных конструкций. Заготовки надежно скрепляют, чтобы избежать деформации при сварке.
Величина зазора зависит от линейного расширения сплава. При сборке деталей под сварку придерживаются нескольких правил:
- к рабочей зоне должен быть максимально свободный доступ;
- сопряжения укрепляют специальными приспособлениями так, чтобы исключить сдвиг;
- все повороты, изменения положения конструкции в пространстве сводятся к минимуму;
- сборка под сварку сложных конструкций осуществляется поэтапно;
- жесткую фиксацию обеспечивают прихватки на расстоянии 30–80 см друг от друга или беглый шов;
- полужесткую или временную – струбцина, магнитные уголки, клинья, планочные гребенки, другие приспособления;
- объемные связи закрепляют болтовыми соединениями.
Прихватка – небольшой шов длиной от 50 до 100 мм, производится расходными материалами, приготовленными для работы. Если используется защитная атмосфера, прихватки тоже делаются в облаке газа. Детали при подготовке желательно соединять с противоположной основному шву стороны. Если прихватки сделаны снаружи, перед сваркой их хорошо зачищают, снимают окалину и верхний оксидный слой. Удобно использовать специальное устройство для точечной сварки, в месте контакта образуется однородный слой.
При подготовке заготовок сложной геометрической формы вместо прихваток делается беглый шов, не превышающий по глубине половины основного. Он зачищается при обработке корня основного шва.

Подготовленные заготовки нужно зафиксировать в определенном положении