

Что такое детонация
Детонация — это нарушение процесса сжигания топливной смеси в камере сгорания, когда горение происходит не плавно, а взрывообразно. При этом скорость распространения взрывной волны увеличивается со стандартных 30…45 м/с до сверхзвуковых 2000 м/с (превышение скорости звука взрывной волной в том числе является причиной возникновения хлопка). При этом топливовоздушная смесь взрывается не от искры, идущей от свечи, а самопроизвольно, от высокого давления в камере сгорания.
Естественно, что мощная взрывная волна очень вредит стенкам цилиндров, которые перегреваются, поршням, прокладке ГБЦ. Последняя страдает больше всего и в процессе детонации взрыв и высокое давление ее банально сжигают (на сленге называется «выдувает»).
Детонация свойственна двигателям, работающим на бензине (карбюраторным и инжекторным), в том числе, оснащенных газобаллонным оборудованием (ГБО), то есть, работающих на метане или пропане. Однако чаще всего она возникает именно у карбюраторных машин. Дизельные моторы работают по иной схеме, и там другие причины возникновения этого явления.
Причины появления дефектов
Предназначение головки заключается в образовании горючей смеси из воздуха и топлива, которая создается в камерах сгорания. Она используется для воспламенения и движения автомобиля. ГБЦ, как и другой узел машины, не застрахован от дефектов. Неисправности могут возникать спонтанно либо в результате дорожно-транспортного происшествия или износа узла.
Все поломки связаны с:
- браком при производстве ГБЦ;
- высокой нагрузкой на узел;
- некорректным либо недостаточным техническом обслуживании;
- некачественной смазкой внутренних компонентов устройства;
- отсутствием защиты от замерзания либо коррозии в контуре хладагента.
Основные дефекты и неисправности блока цилиндров двигателя

Начнем с того, что существует два вида блоков цилиндров:
- чугунные БЦ;
- блоки из алюминиевых сплавов;
Как правило, блоки из чугуна дополнительно упрочнены при помощи графита, а облегченные изделия из алюминия делают гильзованными (в блок вставляется гильза из чугуна). Также существуют алюминиевые блоки цилиндров без гильз. В состав сплава включен кремний, который значительно упрочняет блок.
Что касается гильзованных блоков, гильзы бывают «мокрыми» и «сухими». В первом случае охлаждающая жидкость напрямую контактирует с гильзой, тогда как во втором гильза плотно запрессована в тело блока во время изготовления.
Так или иначе, каждое решение имеет свои плюсы и минусы, а также в процессе эксплуатации возникают различные повреждения и дефекты блока цилиндров или дефекты гильз блока (в зависимости от типа БЦ).
Ремонт блока цилиндров необходимо начинать с установления причины неисправностей и дефектовки. Зачастую основной проблемой на моторах с большим пробегом является износ поверхности цилиндра или гильзы. На поверхности (зеркале) цилиндра появляются задиры, могут образоваться трещины, раковины и т.д.
Также нередко возникает износ цилиндров по направлению оси коленвала. Как правило, к повреждениям цилиндров на «свежем» моторе приводит перегрев двигателя или гидроудар, а также снижение уровня или значительная потеря свойств моторного масла.
Реже причиной дефектов блока становится неожиданное разрушение поршневых колец и другие непредвиденные поломки. Еще добавим, что в БЦ часто происходит деформация постели подшипников коленвала и т.п.
- Что касается износа поверхностей цилиндров, в этом случае такой износ зачастую является «естественным», то есть становится результатом эксплуатации двигателя в нормальных рабочих режимах. Сам ремонт цилиндров в этом случае зачастую предполагает расточку и хонингование цилиндра (нанесение хона). Это позволяет убрать эллипсность цилиндра, удалить царапины и задиры на зеркале.
- Более сложным случаем можно считать обрыв шатуна,
так как повреждения обычно более серьезные. Также причиной возникновения дефектов блока является и обрыв клапана, разрушение седла клапана и т.д. Результат — задиры на поверхности цилиндра и другие повреждения. Также в списке частых неисправностей следует выделить трещины блока или гильзы. - Еще добавим, что существуют так называемые «скрытые» проблемы, то есть определить дефекты визуально в рамках поверхностного осмотра может быть затруднительно. При этом неквалифицированный ремонт, который ограничен банальной заменой изношенных частей, все равно приведет к тому, что двигатель потребуется разбирать повторно через несколько сотен или тыс. километров пробега.
К указанным «скрытым» дефектам, прежде всего, следует отнести деформацию блока цилиндров. Зачастую такая деформация является следствием нарушения технологии в процессе изготовления блока. Простыми словами, если в блоке не снять внутреннее напряжение, возникнет деформация.
Кстати, данная проблема больше присуща блокам из чугуна. Также к деформации блока (как чугунного, так и алюминиевого) может привести перегрев двигателя или его неравномерный нагрев во время эксплуатации.
Описание
В 1999 году на смену K7M пришел новый силовой агрегат K4M. Разработка осуществлялась инженерами-моторостроителями известного автоконцерна Рено. Созданный ими двигатель представляет собой бензиновый рядный атмосферный силовой агрегат объемом 1,6 литра и мощностью 102-115 л.с при крутящем моменте 145-155 Нм.
Производство двигателей осуществляется на заводах в Испании и Турции. С 2009 года выпуск K4M освоил российский АвтоВАЗ.
Двигатель устанавливался на автомобили разных модификаций Renault:
На автомобили Dacia:
- Logan I (2005-2022);
- Sandero (2022-2022);
- Duster I (2022-2022).
На автомобили Nissan:
На автомобили Лада:
- Ларгус универсал (2022-2022);
- Ларгус Кросс (2022-2022);
- Ларгус фургон (2022-2022).
Блок цилиндров отлит из высокопрочного чугуна. Цилиндры расточены внутри, без гильз. В нижней части находятся пять постелей коренных подшипников коленчатого вала.
ГБЦ изготовлена из алюминиевого сплава с запрессованными седлами и направляющими втулками клапанов. Вверху имеется крепление для двух распредвалов.
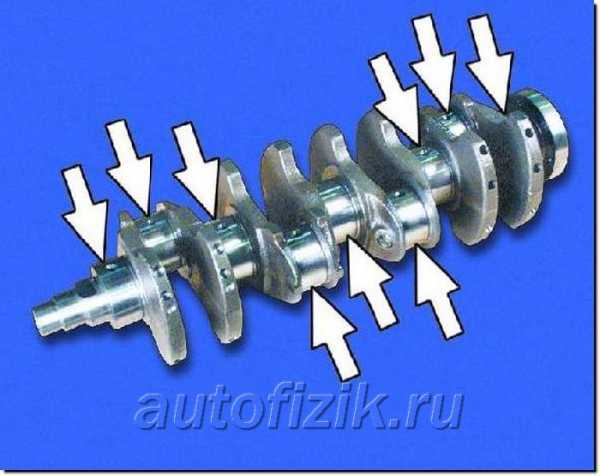
Коленчатый вал стальной. Фиксация от осевых перемещений – два полукольца в постели среднего коренного подшипника.
Поршни стандартные, алюминиевые, с тремя кольцами, два из которых компрессионные, одно маслосъемное.
Привод ГРМ – зубчатый ремень.
ГРМ выполнен по схеме DOHC, т.е. имеет два распредвала, 16 клапанов. Регулировка теплового зазора клапанов в процессе эксплуатации не требуется, так как здесь установлены гидрокомпенсаторы. На многих моделях двигателя регулирование фаз газораспределения осуществляет фазовращатель, который располагается на впускном распредвале. (Клапан фазорегулятора находится на ГБЦ).
Система вентиляции картера закрытого типа.
Система смазки комбинированная. Объем масла 4,85 литра (при замене масла с заменой масляного фильтра). Производитель категорически запрещает использовать различные присадки для улучшения качества смазки, как и применение других марок масел. Несоблюдение этих рекомендаций особенно актуально для гарантийных силовых агрегатов. О типе применяемого масла указано в руководстве по эксплуатации конкретной модели автомобиля.
Система питания топливом включает традиционные элементы:
- электрический топливный насос;
- дроссельный узел;
- фильтры грубой и тонкой очистки;
- регулятор давления топлива;
- топливные форсунки;
- топливопровод.
К системе питания так же относятся система рециркуляции отработанных газов и воздухофильтр.
Система охлаждения герметичная с принудительной циркуляцией ОЖ. Помпа приводится во вращение ремнем привода ГРМ. Для регулирования температуры охлаждающей жидкости на всех режимах работы двигателя используется термостат.
Микропроцессорная система зажигания состоит из катушек и свечей зажигания.
Дефекты распределительного вала
Неисправности распределительного вала (наиболее вероятные причины):
- Нагар на кулачке вала и коромысле (слишком сильный нагрев деталей в результате недостаточной подачи масла или блокировки масляных каналов).
- Сильный износ кулачка (загрязненное масло, слишком малый зазор толкателя или слишком сильное прижимное усилие пружины клапана).
- Преждевременный износ одного или нескольких кулачков и толкателей, вогнутая контактная поверхность, поврежденные края (несоответствие геометрии контактной поверхности кулачка и толкателя, например, из-за установки новых толкателей вместе со «старым» распределительным валом (или наоборот), а также недостаточная смазка из-за блокировки каналов или снижения давления масла.
- Обрыв распределительного вала (деформация корпуса распределительного вала или головки цилиндров, в том числе в результате неправильной последовательности или превышения допустимого момента затяжки болтов крепления).
- Обрыв коромысла (превышение нагрузки в результате заклинивания поршня, контакта поршня с клапаном; недостаточный прижим распределительным валом; слабая пружина клапана, слишком высокая нагрузка гидрокомпенсаторов, неправильная установка колпачка клапана, обрыв ремня газораспределительного механизма, неверная настройка клапанного механизма).
- Синяя окраска кулачков распределительного вала, подшипников и коромысел комплектно (перегрев двигателя).
- Забоины на поверхности кулачков, подшипников и толкателей (слишком высокое осевое перемещение в результате износа деталей, неверно установленные фазы газораспределения).
- Механическое повреждение подшипников распределительного вала (твердые частицы в системе смазки двигателя).
Блок цилиндров. Осмотр, дефектовка и ремонт
После разборки тщательно очистите, промойте и просушите все детали.
ПредупреждениеРасточку и хонингование цилиндров обязательно проводите в специализированных
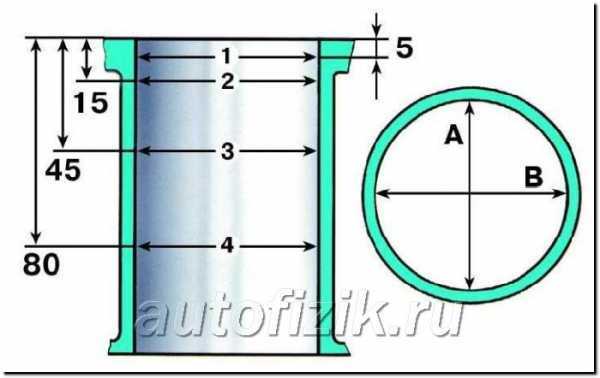
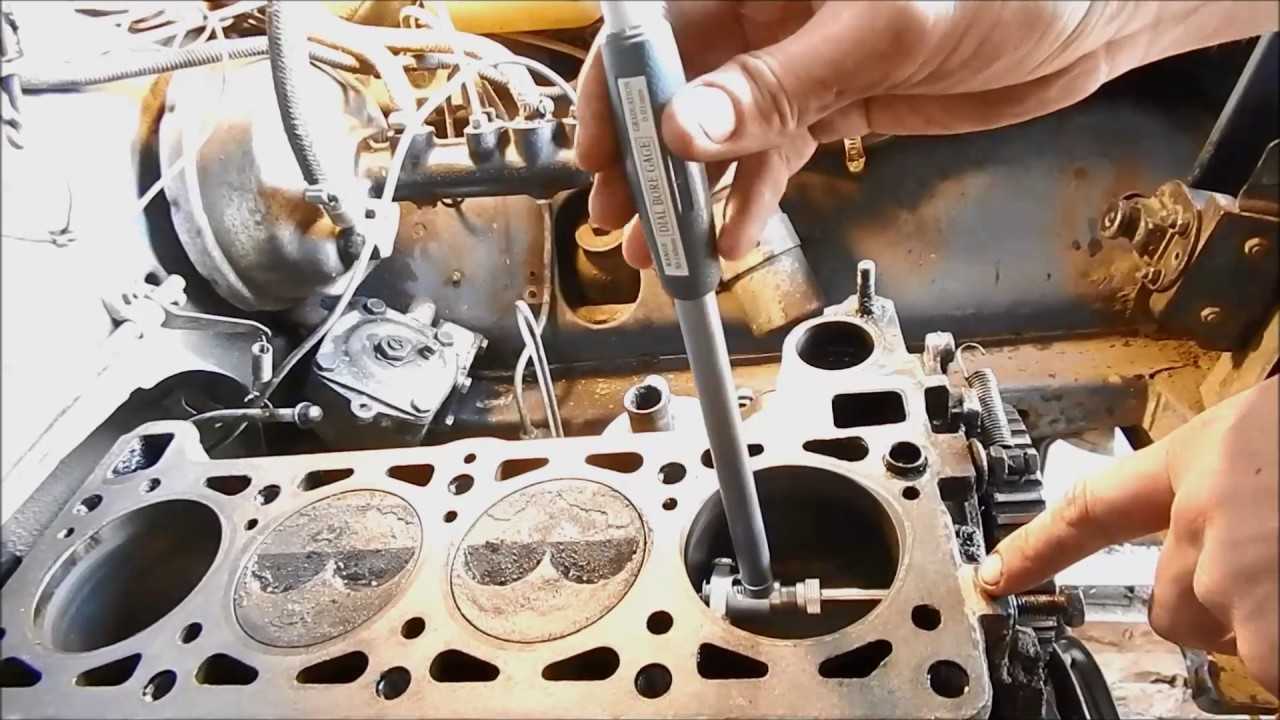
Примечание 1 Предусмотрены два ремонтных размера цилиндров. Первый ремонтный размер:диаметр цилиндров увеличен на 0,4 мм. Второй ремонтный размер:диаметр увеличен на 0,8 мм. Даже если дефекты обнаружены только в одном цилиндре, необходимо расточить все четыре цилиндра под один ремонтный размер. Примечание 2Для измерения цилиндров существует специальный прибор – нутромер.


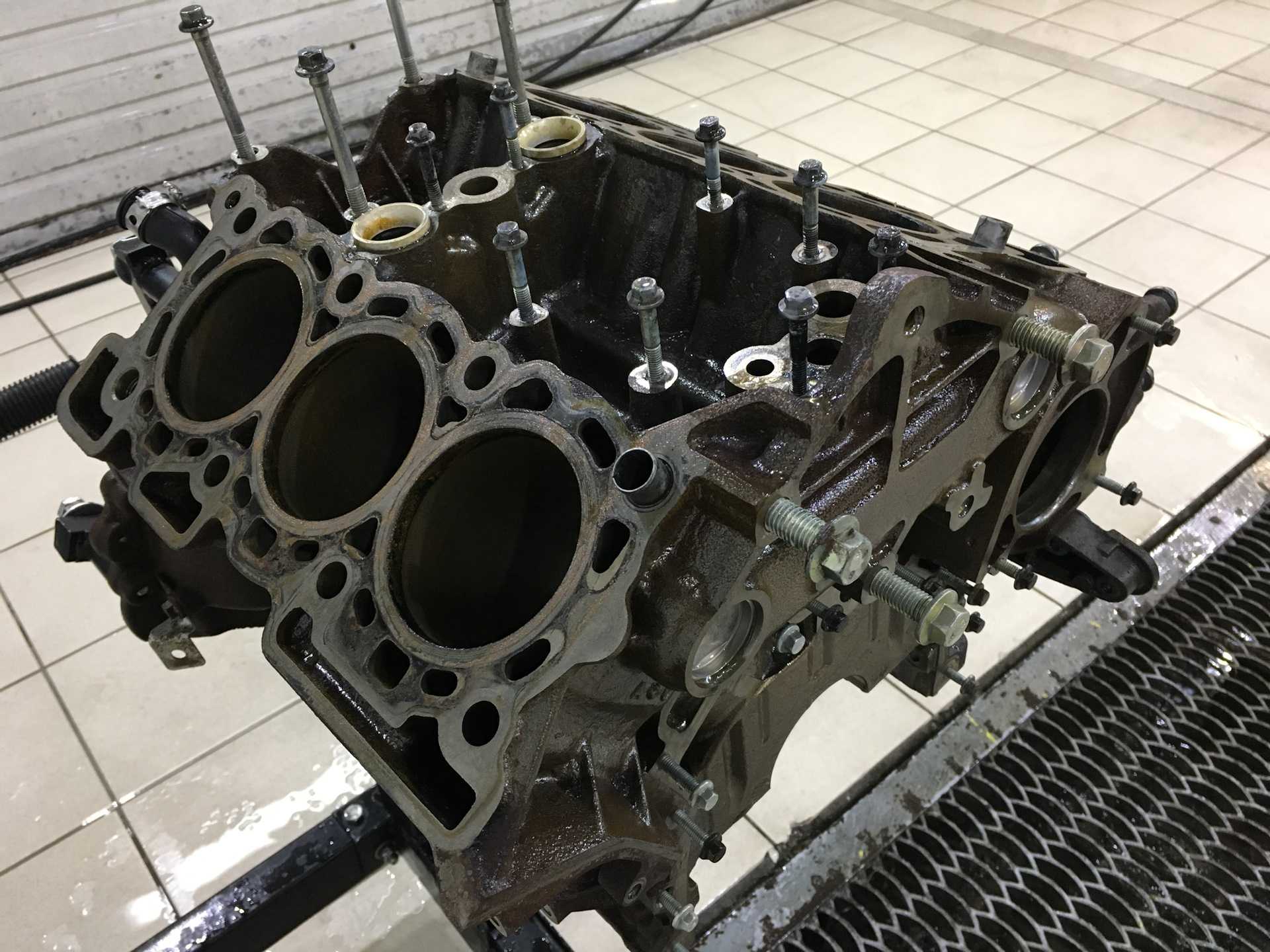





ПОРЯДОК ВЫПОЛНЕНИЯ 1. Тщательно очистите с поверхностей блока цилиндров остатки старых уплотнительных прокладок. Внимательно осмотрите блок, особенно в местах отверстий под болты крепления головки блока. Если на блоке появились трещины, его надо заменить.
 2. Проверьте герметичность рубашки охлаждения блока цилиндров. Для этого заглушите отверстие под водяной насос и залейте керосин в рубашку охлаждения. Если заметна течь керосина, значит блок не герметичен и его надо заменить.
2. Проверьте герметичность рубашки охлаждения блока цилиндров. Для этого заглушите отверстие под водяной насос и залейте керосин в рубашку охлаждения. Если заметна течь керосина, значит блок не герметичен и его надо заменить.
 3. Осмотрите цилиндры. Если на зеркале цилиндров есть царапины, задиры, раковины и другие дефекты, расточите цилиндры под ремонтный размер (см. примечание 1) или замените блок цилиндров. При дефектах глубиной более 0,8 мм блок ремонту не подлежит и его надо заменить. Очистите нагар в верхней части цилиндров. Если там образовался поясок вследствии износа цилиндров, снимите его шабером.
3. Осмотрите цилиндры. Если на зеркале цилиндров есть царапины, задиры, раковины и другие дефекты, расточите цилиндры под ремонтный размер (см. примечание 1) или замените блок цилиндров. При дефектах глубиной более 0,8 мм блок ремонту не подлежит и его надо заменить. Очистите нагар в верхней части цилиндров. Если там образовался поясок вследствии износа цилиндров, снимите его шабером.

4. Замерьте диаметры цилиндров в двух перпендикулярных плоскостях (вдоль и поперек блока цилиндров) и четырех поясах (см. примечание 2). Если полученный результат хотя бы в одном цилиндре превышает номинальный более чем на 0,15 мм, надо расточить цилиндры под следующий ремонтный размер.
5. Проверьте зазоры между вкладышами коренных подшипников и шейками коленчатого вала. Номинальный зазор должен быть в пределах 0,026–0,073 мм. Предельно допустимый зазор составляет 0,15 мм. Если полученный результат превышает 0,15 мм, коленчатый вал надо прошлифовать под следующий ремонтный размер и установить вкладыши соответствующего ремонтного размера.
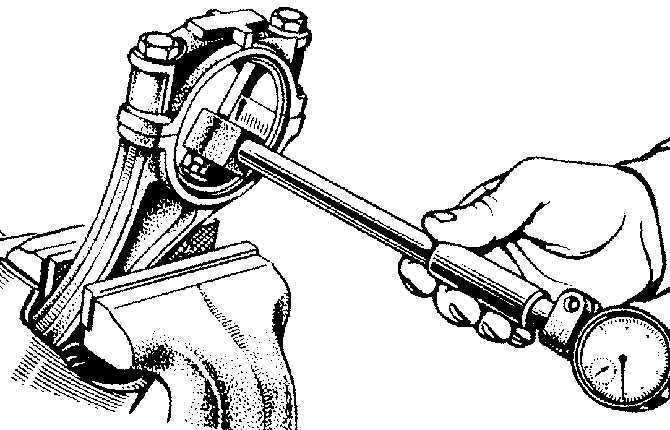
 Завод-изготовитель рекомендует проверять зазоры с помощью пластмассовой калиброванной проволоки следующим образом:1). Тщательно очистите постели и крышки от масляных отложений.2). Очистите шейки коленчатого вала и вкладыши подшипников.3). Уложите коленчатый вал на постели коренных подшипников с установленными вкладышами.4). Положите на шейки коленчатого вала обрезки калиброванной пластмассовой проволоки.5). Установите крышки коренных подшипников с установленными в них вкладышами, заверните болты крепления крышек и затяните моментом 82 Н·м (8,2 кгс·м), не проворачивая коленчатый вал.6). Снимите крышки коренных подшипников. Зазор определяется по степени сплющивания проволоки с помощью шкалы, нанесенной на упаковку проволоки.
Завод-изготовитель рекомендует проверять зазоры с помощью пластмассовой калиброванной проволоки следующим образом:1). Тщательно очистите постели и крышки от масляных отложений.2). Очистите шейки коленчатого вала и вкладыши подшипников.3). Уложите коленчатый вал на постели коренных подшипников с установленными вкладышами.4). Положите на шейки коленчатого вала обрезки калиброванной пластмассовой проволоки.5). Установите крышки коренных подшипников с установленными в них вкладышами, заверните болты крепления крышек и затяните моментом 82 Н·м (8,2 кгс·м), не проворачивая коленчатый вал.6). Снимите крышки коренных подшипников. Зазор определяется по степени сплющивания проволоки с помощью шкалы, нанесенной на упаковку проволоки.
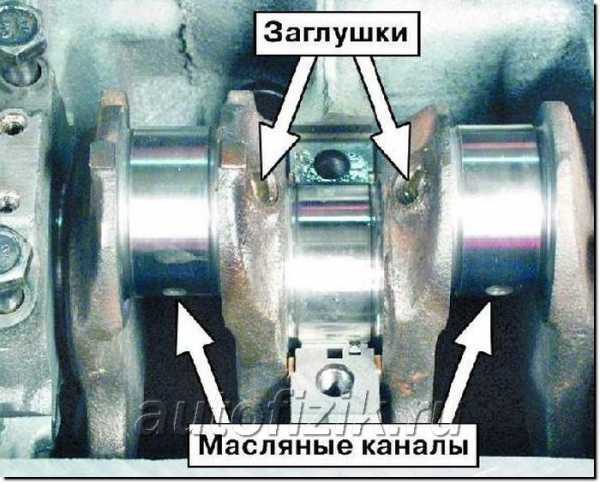
6. Тщательно прочистите и промойте маслянные каналы коленчатого вала. Не выпрессовывайте заглушки самостоятельно, при необходимости обратитесь на станцию техобслуживания.
7. Если на коренных и шатунных шейках есть незначительные задиры, риски, царапины или износ шеек превышает 0,03 мм либо овальность шеек больше 0,03 мм, то нужно прошлифовать шейки до ближайшего ремонтного размера. Затем отполируйте шейки и притупите острые кромки фасок масляных каналов абразивным конусом. Промойте коленчатый вал и продуйте сжатым воздухом масляные каналы. Овальность и конусность всех шеек не должна превышать 0,005 мм. После шлифовки шеек установите вкладыши соответствующих ремонтных размеров. Если на коленчатом валу есть трещины, замените его.
8. Осмотрите вкладыши коренных подшипников. Если на них есть риски, задиры, отслоения, вкрапления твердых частиц и т.п., замените вкладыши.

Гильзовые двигатели

Силовые агрегаты со съемными гильзами обработать при помощи хона несколько сложнее, поскольку их проблематично вертикально закрепить на станке.
Поставщики готовых гильз уверяют, что их товар успешно прошел процесс хонингования и не требует никакой дополнительной обработке. Верить этому нежелательно, поскольку если окажется, что обработка не была проведена, силовой агрегат не сможет полноценно работать и быстро выйдет из строя. Чтобы этого избежать, рекомендуется хонинговать даже новые гильзы.
Чтобы равномерно прижать гильзы, обеспечив их строгое вертикальное положение, применятся толстая прокладка, которая по форме напоминает головку блока. В ней есть необходимые отверстия, поэтому использование прокладки нисколько не мешает хонингованию.
Пластина крепится к блоку после монтажа гильз и зажимается, как и полноправная головка блока цилиндров, в строгой последовательности и с соблюдением моментов затяжки. После чего проводится обработка хоном, как и в случае с безгильзовым блоком цилиндров.
Применение имитирующей пластины позволяет минимизировать несоблюдение размеров. Хонингование в данном случае можно разделить на четыре этапа:
- Грубая обработка. Этот процесс предусматривает снятие большей части металла. Им можно заменить процесс расточки. Для его проведения потребуется много смазывающе-охлаждающей жидкости, а также алмазные хоны.
- Обработка хоном зернистостью 150.
- Обработка хоном зернистостью 300-500.
- Крацевание. Этот процесс не предусматривает снятие металла и изменение обрабатываемого диаметра, а используется лишь для очистки поверхности от абразивных остатков. В качестве инструмента крацевания применяют нейлоновые щетки с добавлением кремниевых кристаллов.
Некоторые автомобилисты уверены, что хонингование можно выполнить дома самостоятельно, используя лишь дрель или перфоратор. Это ошибочное заблуждение, поскольку обеспечить необходимую точность и шероховатость в домашних условиях вряд ли получится — обработанные таким способом цилиндры не смогут проработать долго, что приведет к быстрому выходу мотора из строя.
Процесс хонингования следует выполнять только на определенных станках специалистами, имеющими опыт и необходимое оборудование. Только тогда вы получите качественно обработанные цилиндры, которые смогут прослужить достаточный период времени.
Зазор шеек коленвала и подшипников
| Удалите остатки масла с коренных шеек и опор блока цилиндров. |
| Установите коленчатый вал и упорные полукольца коленчатого вала на 3-й опоре (канавками к щекам коленчатого вала). |
| Нарежьте несколько кусочков калиброванной проволоки. |
| Положите проволоку по оси коренных шеек коленчатого вала (вне зоны расположения отверстий для смазки опор). |
| Установите крышки коренных подшипников коленчатого вала, расположив крышку 1 со стороны маховика. |
| Снимите крышки коренных подшипников и коленчатый вал. |
| По сплющиванию калиброванной проволоки определите зазор между вкладышами и коренными шейками с помощью шкалы, нанесенной на упаковке. |
| Проверьте величину зазора, которая должна составлять 0,027–0,054 мм. |
| Очистите коленчатый вал и вкладыши коренных подшипников от остатков калиброванной проволоки. |
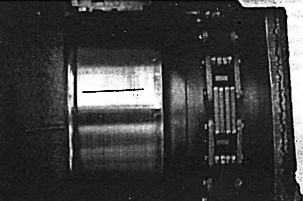
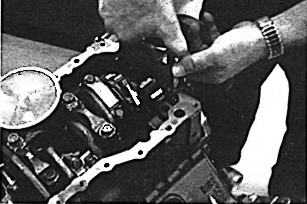
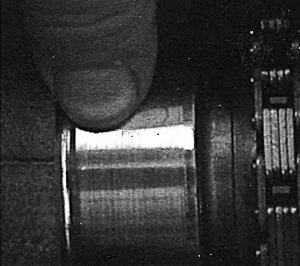
ФОТОРЯД — Измерение зазора в коренном подшипнике
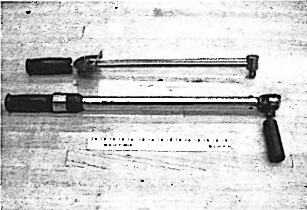
Ил. 32.1. Для измерения масляного зазора в подшипнике необходимы следующие инструменты: динамометрический ключ, соответствующие торцовые головки и измерительная проволока Plastigage
Ил. 32.2. Измерение начинается с тщательной очистки коренной шейки вала
Ил. 32.3. На коренную шейку накладывается кусочек проволоки Plastigage

Ил. 32.4. Крышка гнезда коренного подшипника аккуратно ставится на место и болты крепления затягиваются с моментом затяжки, соответствующим техническим тпеборанмям
Ил. 32.5. Полностью затянув в соответствии с техническими требованиями изготовителя болты крепления крышки подшипника, их откручивают и аккуратно снимают крышку
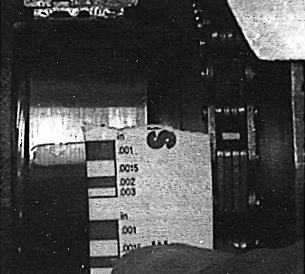
Ил. 32.6. С помощью шкалы, нанесенной на упаковку Plastigage, определяется масляный зазор в коренном подшипнике путем сравнения ширины сплющенного участка проволоки Plastigage со шкалой. В показанном примере она почти равна ширине зеленой полоски шкалы, соответствующей зазору 0,001 дюйма. Чем шире сплющенный участок полоски Plastigage, тем меньше масляный зазор
Ил. 32.7. После сравнения ширины сплющенного участка проволоки Plastigage со шкалой необходимо тщательно очистить поверхность шейки вала, полностью удалив налипший на нее материал Plastigage. Для полного удаления остатков Plastigage часто приходится соскребать его ногтями







Ил. 32.8. После измерения масляных зазоров во всех подшипниках крышки коренных подшипников ставятся на место. На этот раз перед их установкой на поверхность шеек коленчатого вала наносится специальная смазка, применяемая при сборке подшипников

Ил. 32.9. После установки крышек коренных подшипников на место болты крепления затягиваются с моментом затяжки, соответствующим техническим требованиям
Мойка
Мойка гбц не всегда производится перед разборкой. Если надо просто отшлифовать головку, то её даже разбирать не надо. А вот после механической обработки мыть надо всегда, чтобы удалить стружку и абразив.
Перед полной разборкой и дефектацией ГБЦ надо обязательно вымыть, чтобы не возиться руками в масле и налипшей на масло грязи. К тому же, на чистой головке будут лучше видны все дефекты и будет проще проводить измерение.
 Очистка деталей двигателя производится с помощью растворителей на основе нефти (бензин, соляра, сольвент), моющих средств (бесконтакт для мойки машин, пенный очиститель двигателя) либо другой химией, типа щёлочи (Деталан). Существуют специальные мойки для деталей двигателя, но можно обойтись и простым тазиком, главное работать в проветриваемом помещении.
Очистка деталей двигателя производится с помощью растворителей на основе нефти (бензин, соляра, сольвент), моющих средств (бесконтакт для мойки машин, пенный очиститель двигателя) либо другой химией, типа щёлочи (Деталан). Существуют специальные мойки для деталей двигателя, но можно обойтись и простым тазиком, главное работать в проветриваемом помещении.
Альтернативные способы
Начнем с того, что незначительные трещины можно также заделать путем использования эпоксидной пасты и стеклоткани. Перед началом работ поверхность металла нужно хорошо обезжирить. Слои пасты и стеклоткани при нанесении чередуются, последним слоем должен являться эпоксид.
Среди наиболее востребованных сегодня технологий стоит также отметить решение под названием SEAL-LOCK. К преимуществам данного способа относят отсутствие необходимости демонтировать двигатель. Способ подходит для восстановления серьезных пробоин или трещин в блоке цилиндров. Также для ремонта не требуется применение сварочного аппарата.
В основе способа лежит заполнение трещины специальной прослойкой из мягкого металла, который в результате надежно скрепляется с поверхностью восстанавливаемой детали.
- Трещину локализуют, после чего происходит засверливание краев раскола. Далее поперек трещины насверливают отверстия с установленным технологией шагом. В эти отверстия вставляются стяжки-скобы, которые связывают оба края трещины. Скобы подбираются в соответствии с видом раскола, так как могут иметь различную длину и отличаться по своей форме.
- Далее в пространстве между установленных скоб высверливается отверстие, после чего происходит нарезка конусной резьбы при помощи специального метчика. После этого необходимо произвести обработку полученного отверстия составом для устранения окисной пленки. Затем в обработанное резьбовое отверстие с небольшим усилием вкручивается заглушка-конус, материал которой активно контактирует с металлом ремонтируемой детали.
- Далее часть заглушки, которая возвышается над плоскостью, нужно немного подпилить, после чего вкручивание осуществляется с большим усилием, которое создается специальным инструментом. Под таким усилием мягкая заглушка сломается в том месте, где ранее был сделан подпил. Выступающие остатки дополнительно шлифуют.
- Следующим шагом становится сверление следующего отверстия. Это отверстие сверлят так, чтобы добиться частичного перекрытия предыдущего резьбового отверстия с установленной заглушкой. Процедура ремонта предполагает заполнение заглушками всей трещины.
Когда работа по установке всех стяжек и заглушек окончена, а также произведена шлифовка, образуется шов. Данный шов необходимо дополнительно спрессовать (расклепать) при помощи ударного инструмента (пневматический молоток с возможностью изменять частоту вибраций).
Расклепывание шва позволяет устранить возможные пустоты, а также ускоряет диффузию материалов заклепок и детали. Результатом станет появление пластичного шва, который имеет прочную связь с поверхностью. Такой шов имеет ряд преимуществ сравнительно со сварным швом:
- не страдает от температурных перепадов;
- способен сохранять целостность в условиях работы при высоких температурах;
- не получает значительного напряжения;
Что касается установки больших латок, которыми можно буквально «заклеить» треснувший блок цилиндров двигателя или головку блока, тогда способ решения по схеме реализации напоминает описанный выше.
Потребуется вырезать и подогнать латку из металла, после чего производится ее установка путем заполнения всего периметра стяжками и конусными заглушками. Последующая проверка готового шва на герметичность осуществляется при помощи опрессовки под давлением около 6 атмосфер.
-
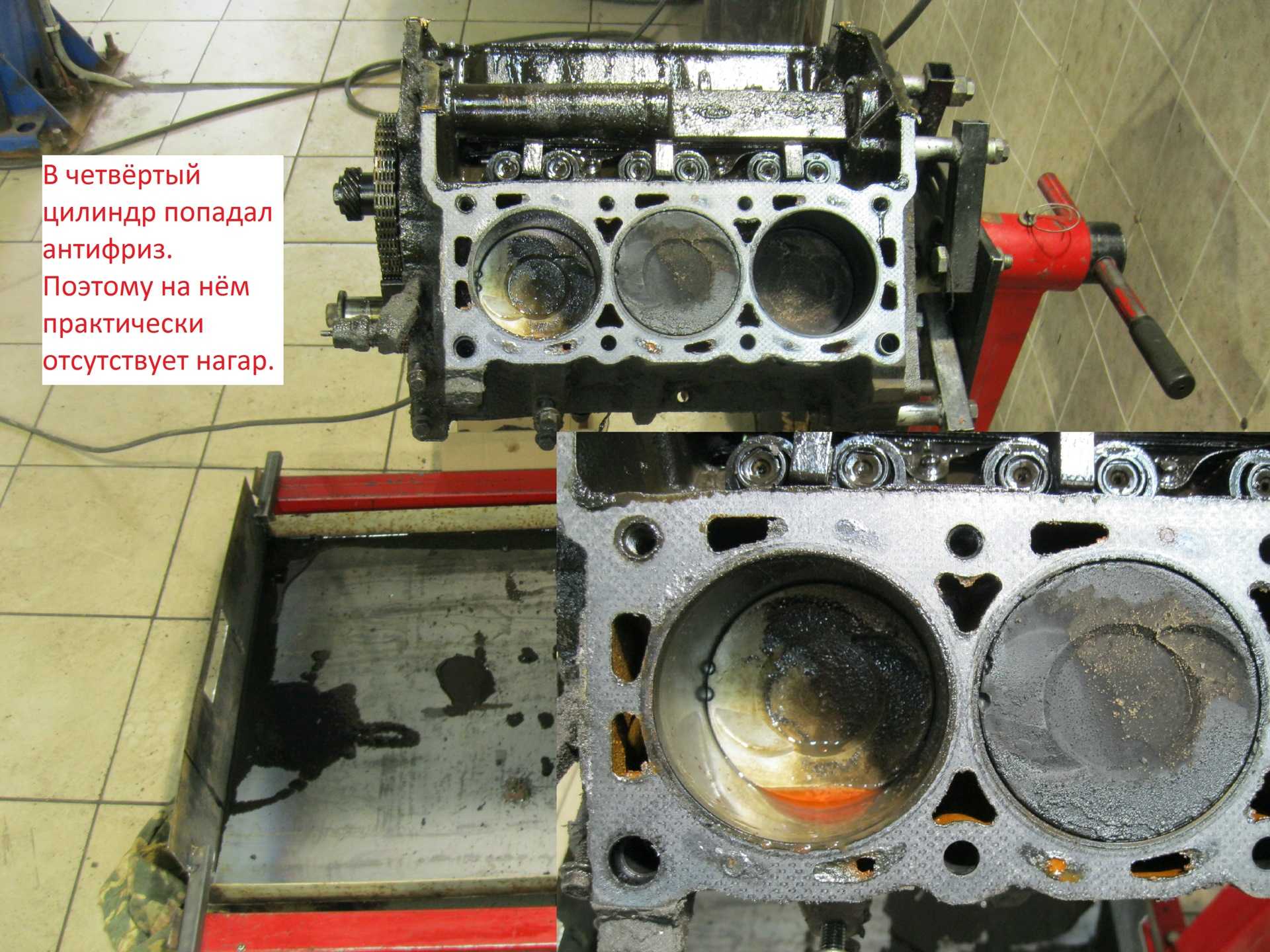
Тосол в блоке цилиндров двигателя: причины и способы…
Почему антифриз или тосол поадают в цилиндры двигателя и что делать в такой ситуации. Как самому определить наличие тосола в цилиндрах, способы ремонта. Читать далее
-
Какой герметик лучше для двигателя автомобиля?
Виды герметиков для двигателя автомобиля: анаэробные, силиконовые, ремнотные. Принцип дейсвтия, отличия, сферы применения. Как выбрать лучший герметик. Читать далее
-
Последствия перегрева двигателя автомобиля
Почему возникает перегрев двигателя. Чего ожидать водителю и какие поломки могут возникнуть, если двигатель перегрелся. Что делать в случае перегрева ДВС. Читать далее
-
Эмульсия на щупе уровня масла: причины возникновения
На какие неисправности указывает эмульсия на масляном щупе и крышке маслозаливной горловины. Способы самостоятельного определения причин данной проблемы. Читать далее
-
Разминусовка двигателя: зачем она?
В чем заключается и для чего необходима разминусовка силового агрегата. Основные преимущества данного решения, установка дополнительной массы своими руками. Читать далее
-
Блок цилиндров двигателя
Назначение блока цилиндров в конструкции ДВС. Разновидности, материалы и способы изготовления. Преимущества и недостатки блоков из чугуна и алюминия. Читать далее
Особенности ремонта головки блока цилиндров лада гранта
Двигатель автомобиля лада Гранта имеет различия с мотором Калины. Головка блока, в сравнении с «калиновской» увеличина по высоте на 1,2 мм. Это связано с изменением камеры сгорания. Установлены облегченные поршня. Ремень ГРМ фирмы «Гейтс» доработан, работает в диапазоне температур от минус 40 до плюс 40 градусов. Заявленный пробег ремня до 200 тысяч километров.
Основной
особенностью ремонта ГБЦ гранты является применение металлокерамических седел.
На автомобиле Калина, 2114 и т.д. применены чугунные седла, которые возможно
обработать вручную, используя комплект отечественных шарошек.
Обработка металлокерамических седел требует износоустойчивого режущего инструмента. С целью успешной их обработки, головку устанавливают на станок NEWENContour—BB, разработанный специально для оперативной обработки седел и направляющих клапанов с цифровым управлением или вручную инструментом Neway.
Ремонтопригодность
Наличие чугунного блока цилиндров дает повод для надежды на высокую ремонтопригодность двигателя. Это действительно так. Гильзы легко расточить под любой необходимый ремонтный размер. Проблем с приобретением запчастей для ремонта нет.
Дополнительно, имеются сведения, что цена оригинальных узлов и деталей довольно высокая. Здесь приходится выбирать между качеством ремонта и материальными затратами.
В самом крайнем случае можно обратиться к услугам авторазборок, но желательно этого не делать. Дело в том, что определить остаточный ресурс детали или узла бывших в употреблении практически невозможно. А на разборках предлагают именно б/у запчасти. Будут ли они качественными – большой вопрос.
Процесс ремонта имеет определенные нюансы, без знания которых самостоятельно восстановить работоспособность двигателя просто невозможно. Например, не соблюдая моменты затяжки крепежных соединений можно легко сорвать резьбу гайки (болта, шпильки) или недостаточно жестко закрепить соединение какого-либо элемента мотора.






Без опыта проведения ремонтных работ проблемой станет обыкновенная замена масляного фильтра на двигателе. Дело в том, что он размещен в очень недоступном месте – за генератором. И таких нюансов очень много.
Кроме всего сказанного двигатель невозможно отремонтировать без специального инструмента и приспособлений, которые имеются далеко не в каждом гараже.
Определенные сложности вызовет такая операция, как замена ремня привода ГРМ. Проблема заключается в том, что на многих версиях двигателя на шкиве распредвала нет фиксирующей шпонки и меток на валах. Это означает, что положение распредвалов и коленчатого вала приходится выставлять используя специальные фиксаторы.
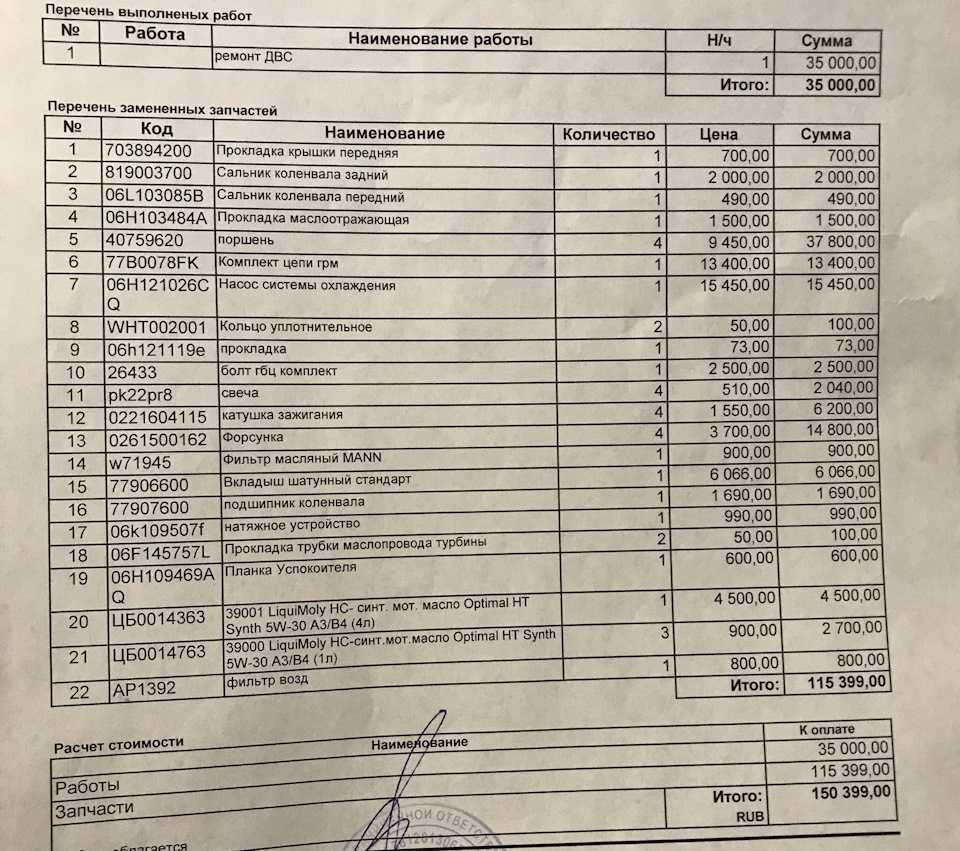
Несмотря на то, что качественный капитальный ремонт агрегата не дешевый (ориентировочно около 100 тыс. руб.), экономить на его проведении своими силами не стоит. Допущенные ошибки увеличат общую стоимость ремонта в разы.
Существенную экономию бюджета может дать замена вышедшего из строя двигателя контрактным. Его цена колеблется от 15 до 50 тыс. руб. в зависимости от комплектации и года выпуска. Продавцы контрактных моторов дают на них всю документацию для постановки на учет в ГИБДД. Кроме этого каждому ДВС дается гарантия качества.
Из всего сказанного вывод напрашивается единственный – ремонт двигателя нужно делать на специализированных автосервисах. Несколько затратно, но зато качественно и с гарантией.
Ремонт двигателя гбц
Всегда перед началом восстановительных работ лучше ознакомиться с инструкцией производителя автомобиля. Также в наше время можно найти подходящие видео в сети.
Необходимость замены клапанов и процедуры их “рассухаривания” встречается довольно часто. Во втором случае понадобится специальный прибор, подходящий вашему авто. Аналогом ему может послужить металлическая труба диаметром 2 см. Под клапан в камере сгорания помещают опору, головку ставят на пол. Далее трубку размещают в верхней клапанной части и ударяют по ней (чаще всего молотком). После нескольких ударов “сухари” рассыпаются. Освободившиеся пружины демонтируют и вынимают клапаны. Установку проводят в обратном порядке.
Замена втулок
Их снимают при помощи спецоправки. При покупке новых запчастей выбирайте детали чуть больше исходных (на 0,05 см). Для этого пригодятся:
- смазка (подойдет масло “движка”);
- оправка;
- молоток;
- электрическая плитка;
- притирочная паста;
- приспособление для притирки.
Узел помещают на подставке, втулки обрабатывают смазкой. Агрегат нагревают до 100 градусов Цельсия и меняют детали. Потом головке дают остыть и проверяют посадку клапанов. Если они заедают или болтаются, исправьте.
Распределительные валы
Их разрушение происходит при недостаточной смазке и перегреве узла. В результате распредвалы деформируются, а кулачки и шейки быстро приходят в негодность. Образовываются царапины и задиры на этих элементах и на их постелях. Из-за подобных повреждений ДВС может отказать. Если вовремя предпринять правильные шаги, можно продлить эксплуатационный срок запчастей без их замены.
Притирка
И последнее, но не менее важное, о чем мы хотим здесь упомянуть, — клапанная притирка. Она осуществляется в конце ремонтных работ и необходима для “подгонки” деталей (прилегание к седлам должно быть плотным)
Для этого необходимо вращать запчасти, предварительно смазав из спецсредством (пастой). Такую манипуляцию проводят при помощи куска шланга подходящего диаметра (необходима плотная “стыковка”) или специнструмента. Непрерывное и матовое покрытие торцевой части и поверхности участка свидетельствует о хорошем результате.
Герметичность
Залейте топливо или керосин в коллекторы впуска и выпуска и подождите 7 минут. Если подтеков нет, головка блока цилиндров цела. Если на поверхности обнаружены заусенцы, понадобится шлифовка. Протекание прокладки между головкой и блоком заменой не решить — поможет только фрезеровка на специальном станке. Использовать ручной агрегат опасно, так как есть вероятность порчи прилегающей поверхности.
Трещины на корпусе могут привести к разрыву. Обнаружить подобные дефекты “на глаз” иногда невозможно, при этом обязательно нужен ремонт ГБЦ. Такую работу лучше доверить проверенной СТО.
Агрегатор Uremont.com предлагает инструменты для помощи автовладельцам:
Техническое обслуживание на агрегаторе происходит круглосуточно. Для оптимизации оформления запроса здесь есть онлайн-бланк заявки. Чем детальнее вы заполните все поля и распишите проблему, тем точнее будут предложения в откликах от СТО.