

Необходимость капитального ремонта двигателя
Постепенному изнашиванию деталей способствуют различные причины, это происходит в течение длительного времени. В определенной последовательности появляются признаки неисправности движка.
Большой расход масла и топлива. Топливо заполняет зазоры, возникшие между деталями. Масло расходуется при закупоривании поршневых колец и снижении эластичности сальников колпачков.
- Снижение мощности машины, пропадает тяга.
- Черный, темно-синий дым, из системы отвода выхлопных газов. Это говорит о наличии проблем в ДВС.
- Лампочка давления масла не выключается.
- Посторонние звуки, нехарактерные при обычной езде. Стук может быть следствием сноса подшипников.
- Снижение давления сжатия в цилиндре случается при неисправности прокладок и колец поршня.
- Сгоревшие свечи зажигания.
- Снижение уровня охлаждающей жидкости, частый перегрев.
- Чрезмерный люфт в механизме рулевого управления.

Любая из перечисленных признаков является поводом для тщательного осмотра двигателя, а возможно даже повод для проведения капремонта. Откладывание ремонта в долгий ящик может привести к нежелательным последствиям. Если деталь не починить вовремя, возможно придется покупать новую запчасть, или менять целую систему.
Проверка притирки

После завершения притирания агрегатов друг к другу необходимо проверить качество проведенной процедуры. Проверить это в процессе можно с помощью графита, чтобы выявить, насколько точно произведено притирание. Для проверки используется бензин или керосин. Второй предпочтительнее, потому что он более текучий и менее вязкий. Существует несколько способов проверки. Не все они обеспечивают гарантию правильности проведенной процедуры.
Способ первый
Головку блоков цилиндров после окончания притирания нужно положить набок, так, чтобы отверстия колодцев были направлены вверх. В таком положении крышки притертых частей будут расположены вертикально. Для наглядности необходимо полностью высушить их компрессором. После этого в отверстия вверху нужно налить бензин или керосин.
Если притирание было произведено правильно, жидкость не будет протекать через отверстия. Однако такой способ не гарантирует полную герметичность клапанов. Для двигателей с ЕГР этот способ также не сработает: они имеют специализированные клапана, через которые жидкость в этом случае будет протекать.
Способ второй
Этот способ является универсальным. Он подходит для всех двигателей и позволяет проверить качество притирания гарантированно. Он проверяет, выдерживает ли эта часть силового агрегата давление.
В этом случае головка двигателя должна быть расположена как бы «вверх тормашками», чтобы отверстия колодцев были сбоку. Небольшое количество топлива или керосина наливается в тарелку клапанов
Неважно, какое топливо и в каком состоянии будет использовано. Характеристики наливаемой жидкости не имеют значения
В боковой колодец с помощью воздушного компрессора необходимо подать сжатый воздух. Он подается в отверстия впускного и выпускного коллекторов. При качественно выполненной процедуре из-под клапанов не будут появляться пузырьки воздуха даже при высоком уровне давления.
При наличии пузырьков воздуха, выходящего под давлением, можно говорить, что герметичность не достигнута. В этом случае притирание должно быть выполнено повторно. Или же требуется проведение других ремонтных работ.
Герметизация частей двигателя необходимо для сохранения его мощности и уменьшения расхода топлива. Выполнить ее можно дома
Главное – соблюдать аккуратность и выполнять все действия в соответствии с требованиями осторожности. Правильное притирание деталей позволит герметизировать клапана самостоятельно, сохранить тягу двигателя и уменьшить расход топлива
Минусы
- Безусловным минусом ДВС является высокая степень выбросов, вырабатывающихся во время езды. Главная проблема лежит в том, что топливо сгорает не полностью. На передвижение машины уходит лишь 15% горючего материала, остальное вылетает в воздух, в результате не достигшей совершенства камеры сгорания топлива. Отработанные газы включают в себя сотни вредных компонентов, тяжелых металлов и производных углеводорода.
- Всегда требуется наличие коробки переключения передач. Это устройство необходимо для того, чтобы менять передаточное число, регулирующее количество оборотов двигателя, которые в свою очередь передают энергию на колеса, и те начинают вращаться либо быстрее, либо медленнее.
- Необходимость смены масла каждые 10 000 км пробега. Это обусловлено загрязнением жидкости, попадающими в двигатель мелкими частицами, а также при появлении рабочих отходов от поршней и коленвала.
- Высокая стоимость топлива. Цена за литр бензина или солярки неуклонно растет вверх. Такими темпами передвижение на автомобилях с ДВС будет большой роскошью. Выходом из данной ситуации может послужить установка газового оборудования, так как цена на газ сейчас в 2 раза меньше стоимости бензина, и пока что остается примерно на отметке в 23 рубля, в зависимости от региона.
- Ограниченный ресурс дешевых моторов. Производители двигателей низкой стоимости используют некачественные детали, имеющие большой износ. Хотя, при наличии современных смазок, время работы можно значительно повысить. Главное вовремя менять жидкости и прочие расходные материалы.
- Низкий коэффициент полезного действия. Данный показатель отражает эффективность работы двигателя относительно вырабатываемой энергии в механические силы. Его выражают в процентах. В отличие от электрических моторов, КПД которых может достигать 95%, КПД двигателей внутреннего сгорания не обладает такими показателями. Потери полезного действия происходят в результате неполного сгорания топлива, расходов на тепло, а также потери на прочее оборудование, такое как кондиционер, помпа, генератор.
Современные двигатели шагнули далеко вперед от своих предшествующих собратьев. На сегодняшний день им нет конкурентов. Возможно, если люди не придумают чего-то в корне нового, такие моторы просуществуют в нашем мире еще не одно десятилетие. Как бы хотелось, чтоб ДВС жили вечно, но их существование закончится вместе с нефтью, и придет эра электрических двигателей.
Но, несмотря на то, что ДВС заслужили всеобщую любовь, они могут стать причиной глобального экологического кризиса. Выбросы, создаваемые в атмосферу миллионами автомобилей, поднимают реальную угрозу нашей планете.
Регулировка тепловых зазоров клапанного механизма

Начнем с того, что хотя разные двигатели могут иметь определенные отличия, общие принципы регулировок зазоров схожи для подавляющего большинства моторов.
- Первым нюансом является то, что регулировки должны производиться при такой температуре ДВС, которая указана для конкретного типа двигателя в руководстве по обслуживанию и ремонту. Средний показатель составляет около 20°С. Данное требование необходимо тщательно соблюдать тем, кто не имеет достаточного опыта и стремится достичь максимальной точности замеров. Что касается квалифицированного мастера, для специалиста не является секретом то, что при более высокой температуре агрегата зазоры изначально будут увеличены. По этой причине регулировка клапанов на прогретом моторе возможна, но осуществляется с учетом внесения ряда поправок. К этому стоит добавить, что разные моторы могут иметь детали, изготовленные из различных сплавов и материалов. В результате тепловые зазоры могут отличаться, процесс остывания может протекать быстрее или медленнее. По этой причине поправки для каждого ДВС индивидуальны.
- Теперь о самом зазоре. Указанный зазор на многих моторах измеряется под регулировочным винтом. Измерить зазор нужно при помощи набора специальных щупов, основным считается щуп, который имеет ширину 10 миллиметров. Также следует учитывать ряд нюансов. Например, рассмотрим автомобили ВАЗ. Во время регулировки на классических моделях возникает потребность в широком щупе. Дело в том, что использование стандартных узких щупов приводит к возникновению погрешности. Такая погрешность вызвана тем, что рычаг клапана на подобных агрегатах немного скошен. Добавим, что оптимальные зазоры на «классике» имеют показатель 0.15 мм. Такой зазор одинаков как для впускных, так и для выпускных клапанов. Вполне очевидно, что одним простым щупом точно определить указанный зазор достаточно трудно. Задача еще более усложняется, так как приобрести полный набор щупов не всегда представляется возможным. В таких случаях важную роль играет опыт мастера, который фактически тактильно определяет зазор. Для этого берется щуп 0.15 мм, после чего оценивается его проход в зазоре. Если указанный щуп идет слишком «туго», тогда клапан зажат. Свободное прохождение щупа укажет на увеличенный зазор.
- Следует понимать, что выставить зазор идеально сразу не получается, так как после затяжки контргайки он все равно немного сбивается. По этой причине делается поправка, зазор слегка увеличивается. Что касается уменьшения зазора, осуществлять такую манипуляцию не рекомендуется.
Это довольно сложный алгоритм определения зазора, для которого мастер пользуется специальными щупами. Знание этого процесса вам вряд ли пригодится, так как самостоятельно отрегулировать клапана решится не всякий даже очень опытный автомобилист. А вот мастер подберёт нужные шайбы или заменит толкатели в зависимости от потребности вашего мотора.

голоса
Рейтинг статьи
Притирка клапанов. Как притирать клапана.
Притирка клапанов головки цилиндров пожалуй самый ответственный этап ремонта ГБЦ. Прежде чем начинать ремонт головки, не забудьте проверить плоскость головки и наличие трещин. От того насколько качественно были притерты клапана ГБЦ при ремонте, зависит качество и срок их работы, а также и работа всего двигателя. Притирать клапана ГБЦ к клапанному гнезду необходимо в том случае, если вы меняете клапана или, и клапанные втулки.
Что понадобится нам для этой процедуры: 1. Стружка наждачного камня и немного моторного масла, для приготовления притирочной пасты аля колхоз привет из девяностых. Можно купить готовую, эффект тот же. 2. «Шарошка» для снятия небольшого выработонного слоя металла на клапанном гнезде. 3. Новые клапана. 4. Непосредственно сам инструмент для притирки клапанов.
С первым думаю все понятно, объяснять откуда берется и где раздобыть стружку наждачного камня думаю не стоит. Второе «шарошка», с этим сложнее. Шарошка представляет из себя наставку для клапанного гнезда, сделанную по форме посадки клапана, в зоне соприкосновения с клапанным гнездом имеются зубья, которые и снимают выработку с клапанного гнезда. В наше время если хорошо постараться, можно подобрать шарошку практически к любой ГБЦ. Шарошку подобрали, теперь ставим ее на клапанное гнездо и начинаем вращать. Вращаем аккуратно до тех пор, пока на клапанном гнезде не образуется блестящий чистый круг по форме и размеру рабочей области нового клапана. Новые клапана — от их качества зависит многое, а качество зависит от цены… думайте сами…
Приспособление для притирки клапанов.
Можно сделать самостоятельно за пол часа, если руки растут откуда надо. Для этого нам потребуется:
- трубка длиной 10-20 см, с отверстием внутри (диаметр отверстия должен быть на 2-3мм больше чем диаметр стержня вашего клапана).
- дрель, сверло на 8.5мм
- контактная или газовая сварка (автоген).
- гайка и болт 8мм.
Берем нашу трубку, берем дрель и почти около самого края (за 7-10мм) сверлим отверстие 8.5мм. Далее берем гайку и аккуратно, чтобы не испортить резьбу, привариваем ее над просверленным отверстием так, чтобы можно было закрутить болт и он мог достать до противоположного края трубки. Затем делаем рукоятку для нашего приспособления, загинаем ее прямым углом или же навариваем на другой конец поперечную трубку так, чтобы вам было удобно её держать и работать. К слову на сегодняшний интернет магазины инструментов пестрят всякими вариантами притирочных приспособлений, правда цена немного кусается.
1. Берем новый клапан, вставляем в клапанную втулку. 2. стружку наждачного камня смешиваем с моторным маслом в пропорции примерно 2\1, чтобы смесь стала похожа по вязкости на шампунь. 3. готовым раствором смазываем края рабочей зоны клапана так, чтобы раствор попал на шарошенную часть клапанного гнезда (больше нигде мазать не нужно). 4. берем наше приспособление для притирки и одеваем на стоящий в клапанной втулке и смазанный притирочной пастой клапан, в гайку закручиваем болт и зажимаем клапан в приспособлении как можно крепче. Далее берем наше приспособление за рукоятку и методично, по ходу работы клапана начинаем его притирать: вперед, назад, влево, вправо, вперед, назад, влево, вправо, вперед, назад, влево, вправо, вперед, назад, влево, вправо. По мере трения притирочная паста будет стекать, выдавливаться, поэтому следите за тем, чтобы притирочное место было хорошо смазано притирочной пастой. После нескольких минут этого адски неудобного и напрягающего процесса можно посмотреть что же там получается. Если среди грязного цвета смеси увидите блестящую непрерывающуюся полосу на клапанном гнезде, значит можно приступить к последнему этапу: насыпать сухой стружки дальше тереть уже на сухую. Когда придет время, клапан начнет скрипеть и издавать разные звуки, это и будет сигналом того что он хорошо притерся. Проверить качество притирки клапанов можно так: полностью собранную головку положить на бок и в коллекторные отверстия залить воды или солярки, если вода не капает через клапаны, значит клапана притерты хорошо, если же капает то… сами знаете.
Как притирать клапана? | Притирочная паста – это блоги от abro-ind.ru
В процессе работы двигателя как дизельного, так и бензинового, на клапанах впускного и выпускного вала образуется нагар, вследствие неправильной работы топливной системы. Врезультате происходит частичная разгерметизация камеры сгорания.
Если выпускной клапан плотно не закрывается, то топливная смесь не только теряет воздух, который поступил в цилиндр, но еще и всасывает обратно выхлопные газы. Это вызывает скорое прогорание клапанов, износ направляющей втулки клапана, разбитие седла клапана, износ рабочей фаски клапана.
Поэтому при ремонтных работах, связанных со снятием головки блока цилиндров (далее по тексту ГБЦ) и заменой клапанов, осуществляется процесс притирки очищенных или новых клапанов в седла при помощи притирочной пасты.
Сегодня мы разберем, как правильно делать притирку клапанов.
Что понадобится:
1. Притирочная паста.







Описание:
Специально разработанный состав для притирки клапанов в двигателях.
Одним из компонентов является Карбору́нд — техническое название синтетического материала Син: карбид кремния
Сфера применения:
Притирка клапанов к седлам ГБЦ. Также используется для полировки никелированных и хромированных деталей.
Свойства:
— Два в одном:
КРУПНОЗЕРНИСТАЯ (Зернистость 80 гранул\квадратный дюйм)
Удаляет последствия прогара клапана, износ направляющей втулки клапана, просадка, и разбитие седла клапана, износ рабочей фаски клапана.
МЕЛКОЗЕРНИСТАЯ (Зернистость 220 гранул\квадратный дюйм)
Окончательная посадка клапана в седло, восстановление герметичности.
— Возможность достигать любого уровня зернистости пасты, добавляя в состав масло.
— Обеспечивает получение оптимальной шероховатости обрабатываемой поверхности и повышение производительности работ.
2. Рассухариватель клапанов – универсальный инструмент для снятия «сухарей клапана».
3. Шуруповерт, две руки, шпилька, 2 кусочка шланга, небольшая пружинка.
Работа:
Снимаем оси.
Процесс притирки клапанов мы покажем на примере двигателей H5 и Н2 автомобиля Great Wall HOVER.
Итак, мы уже демонтировали ГБЦ, проверили на плоскость, выяснили, что отклонений нет, следов пробоя тоже нет.
Снимаем оси с коромыслами. Они держатся за счет пяти болтов на впуске и восьми на выпуске.
Откручивается все довольно просто ключом на 12.
При съеме коромысел нужно быть внимательным с осью: на двигателях у Н5 и Н2 могут выскочить гидрокомпенсаторы.
В нашем случае гидрокомпенсаторы сильно изношены, поэтому был установлен комплект новых.
Важно! Если у вас гидрокомпенсаторы в хорошем состоянии, то лучше их не вынимать и не сжимать, чтобы не ушло масло. Рассухариваем клапаны
Рассухариваем клапаны.
Что такое сухари?
«Сухари клапанов» – вспомогательные детали, предназначенные для соединения тарелки пружины клапана с клапаном таким образом, чтобы пружина клапана постоянно поддерживала его в требуемом положении.
Вкручиваем болт в одно из отверстий под осью и устанавливаем рассухариватель.
Берем в одну руку инструмент, в другую – магнит или пинцет для извлечения сухарей.
Пружины и клапаны ставим по порядку, как были в ГБЦ, чтобы не путать местами.
У одного впускного клапана оказалась потертость от тарелки сверху пружины, заменяем на новый.
Очищаем клапаны от нагара и прочищаем каналы ГБЦ.
Первый этап
Клапаны были хорошо «подпорчены», поэтому притирать пришлось в два этапа крупнозернистой и мелкозернистой пастами.
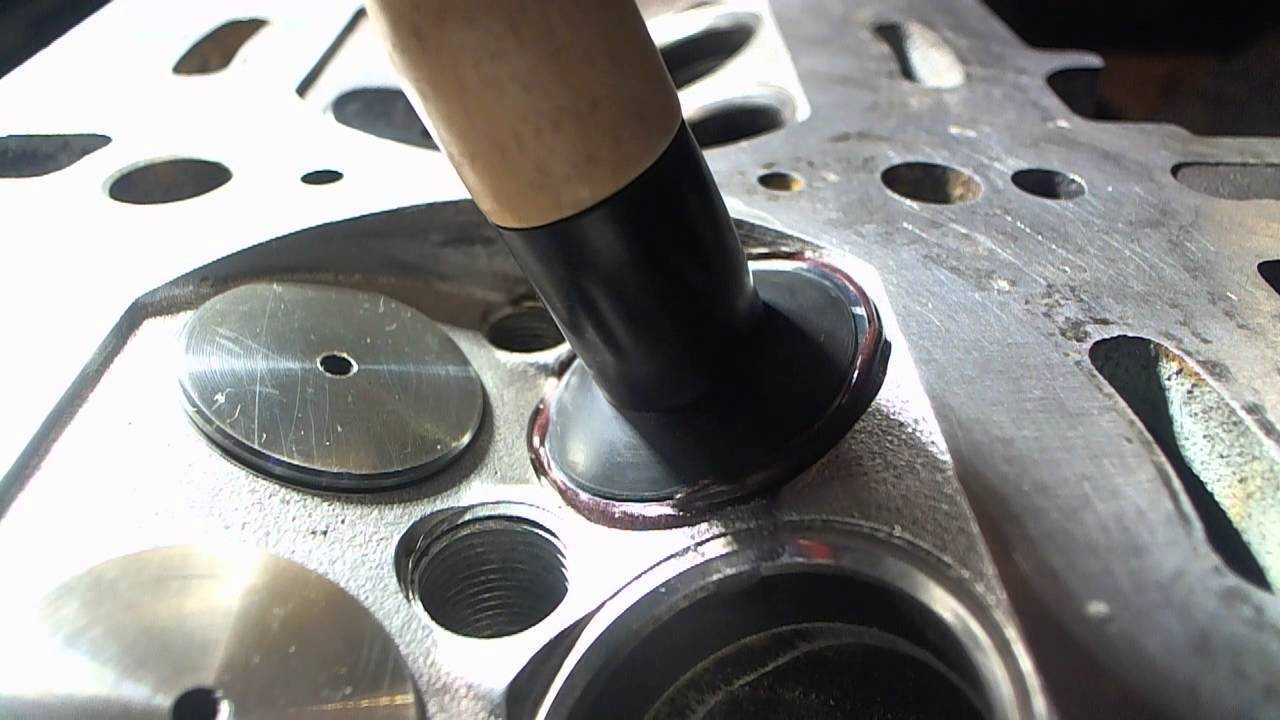
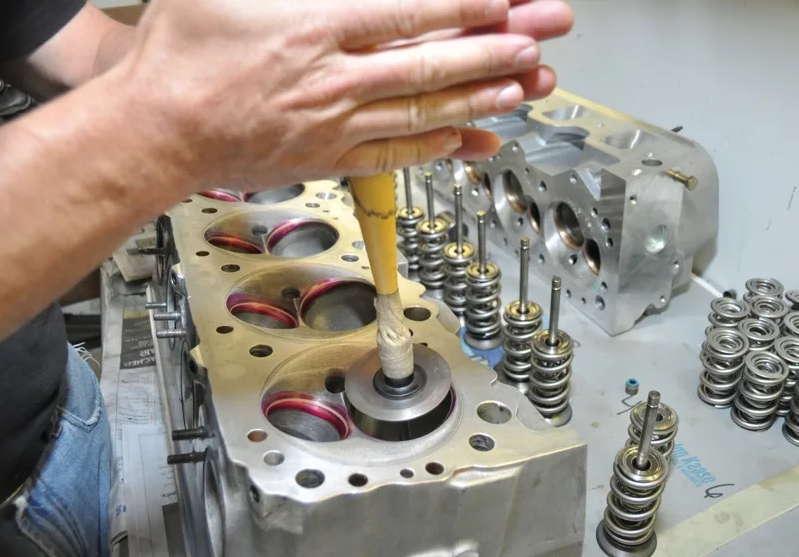
Собираем конструкцию как на фотографии.
Наносим крупнозернистую притирочную пасту по периметру клапана.
Вставляем конструкцию в седло и надеваем свободную часть трубки на шуруповерт.
На малых оборотах вращаем клапан в седле сначала по часовой стрелке, потом в обратном направлении, приподнимая иногда клапан (в этом нам помогает пружина).
Второй этап.
Двумя трубками и мелкозернистой пастой вручную доводим клапаны до финиша.
Процесс напоминает добычу огня, но через пару оборотов необходимо поднимать клапан и смещать на 30-40 градусов, чтобы он не шлифовался в одном положении.
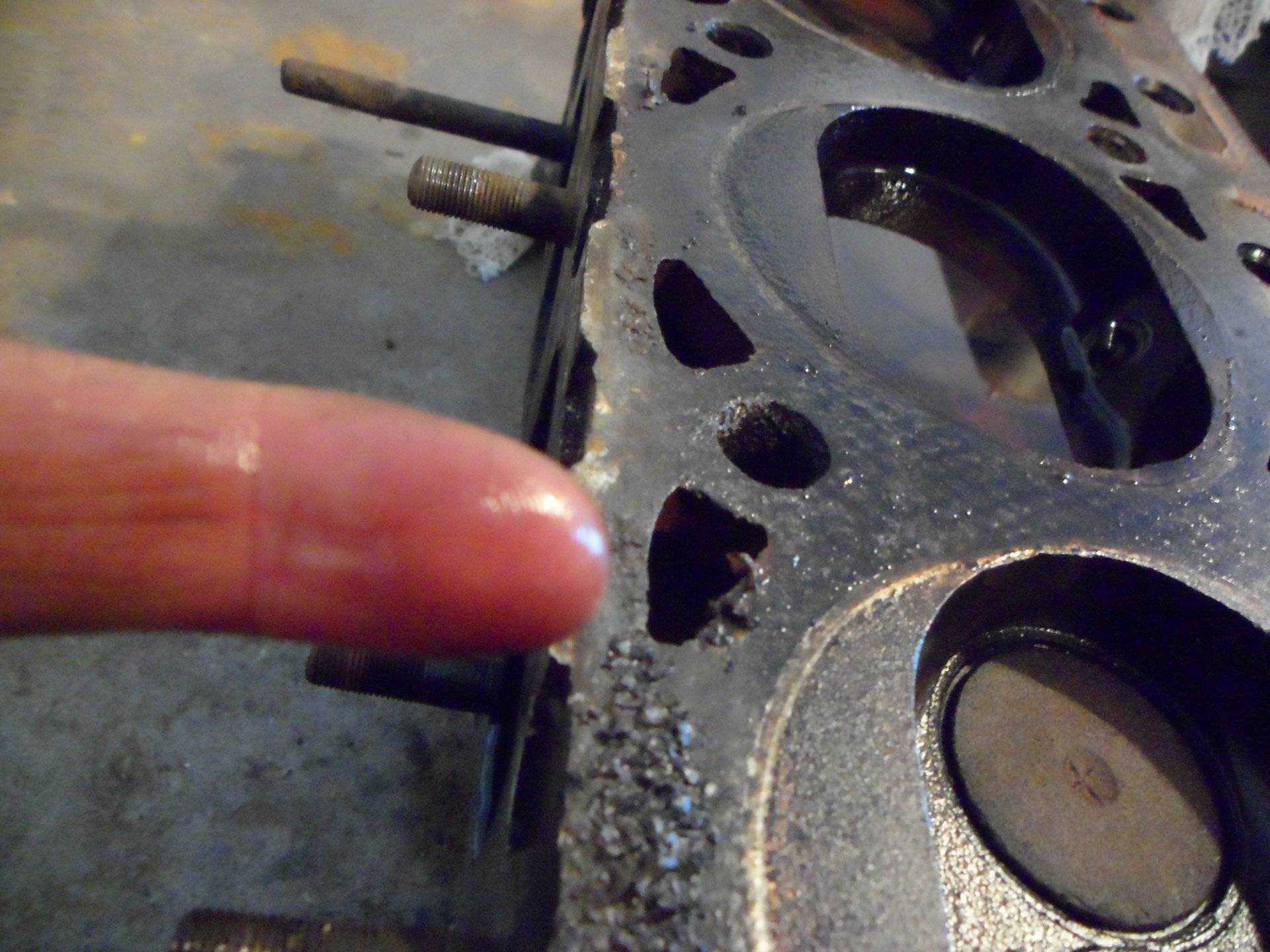
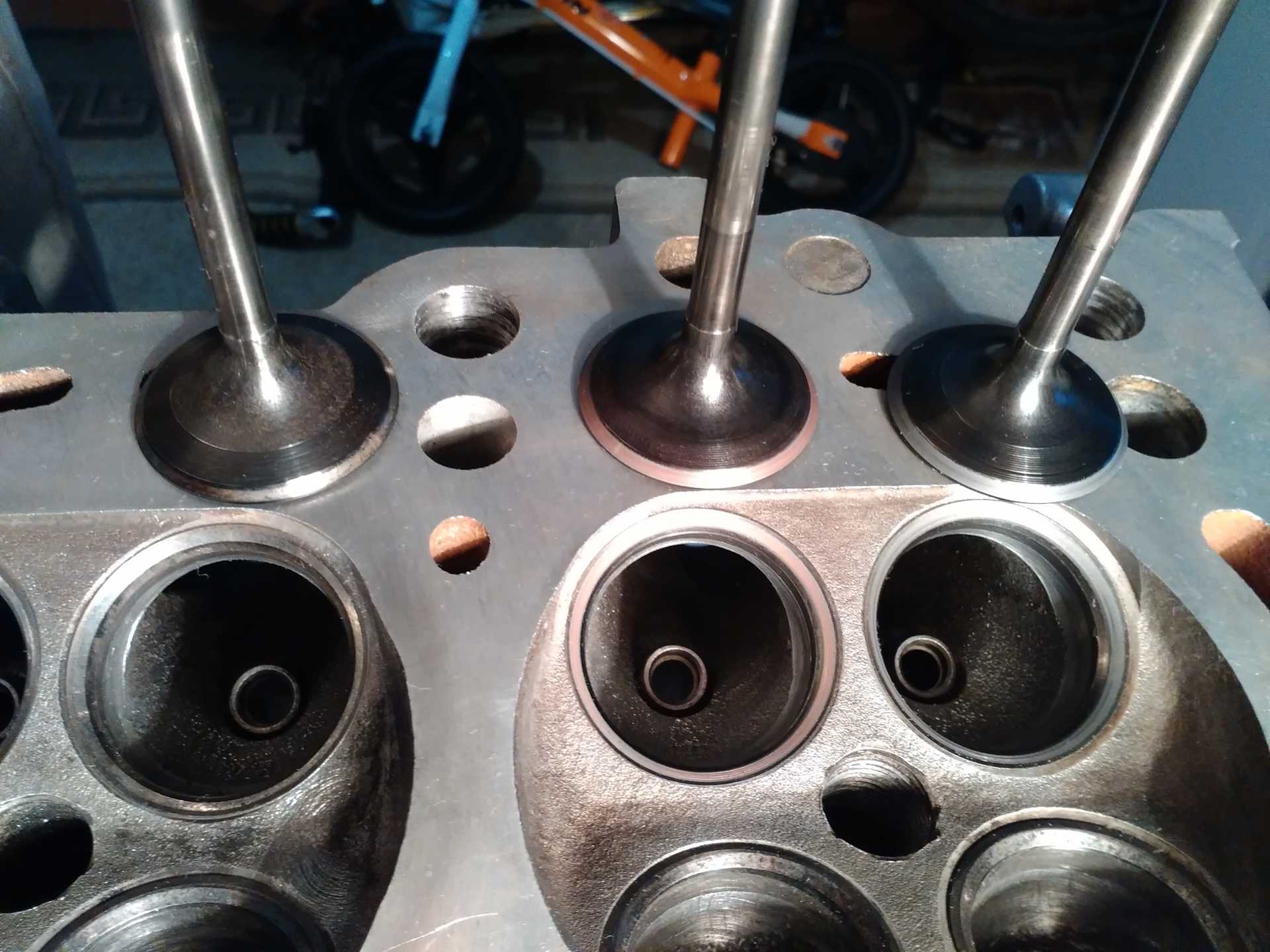
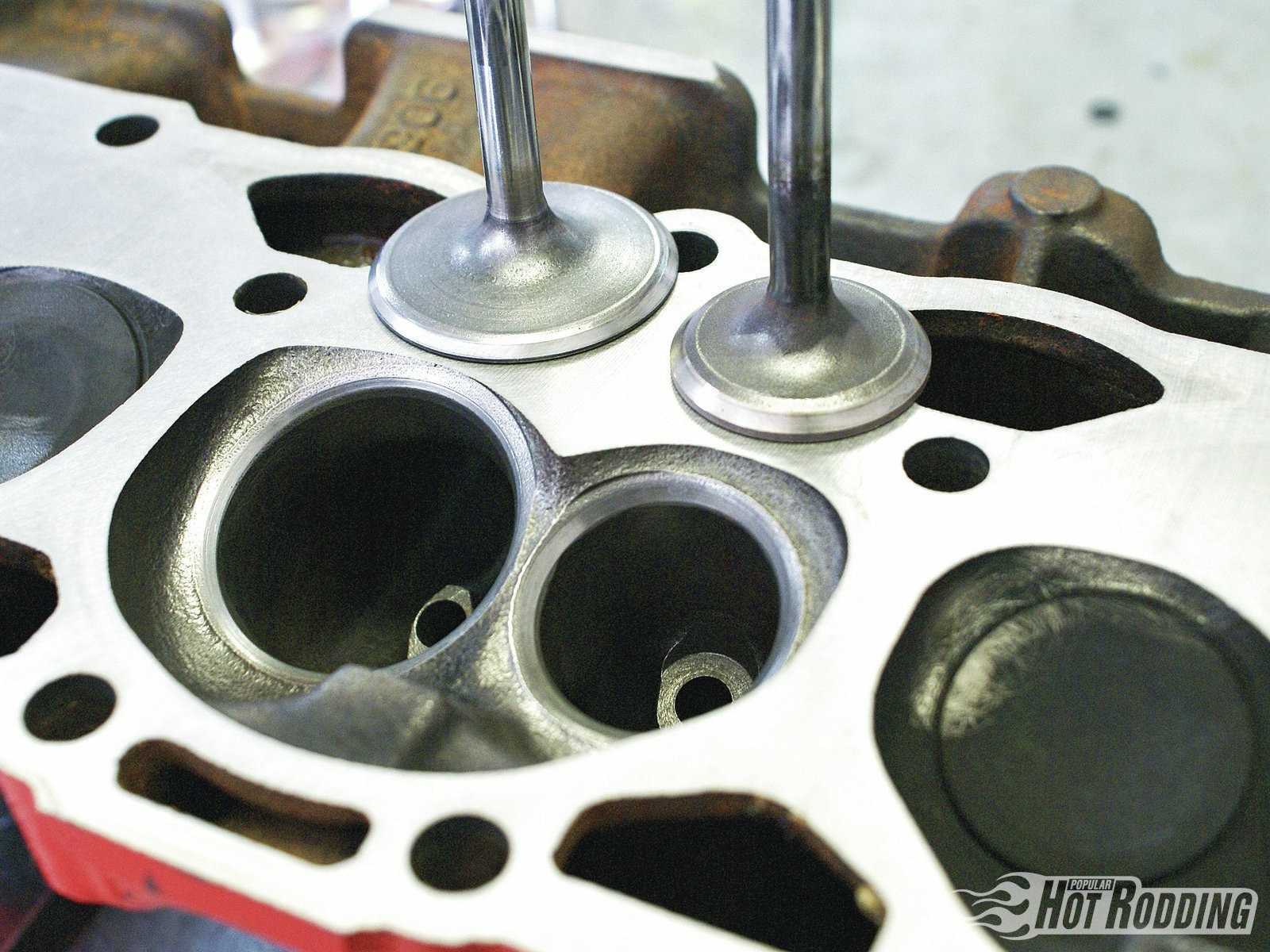
Притертые клапана:
Наличие раковин и неровностей не допустимо ни на клапане, ни на седле!
Ставим клапаны на место, идем на улицу проверять работу.
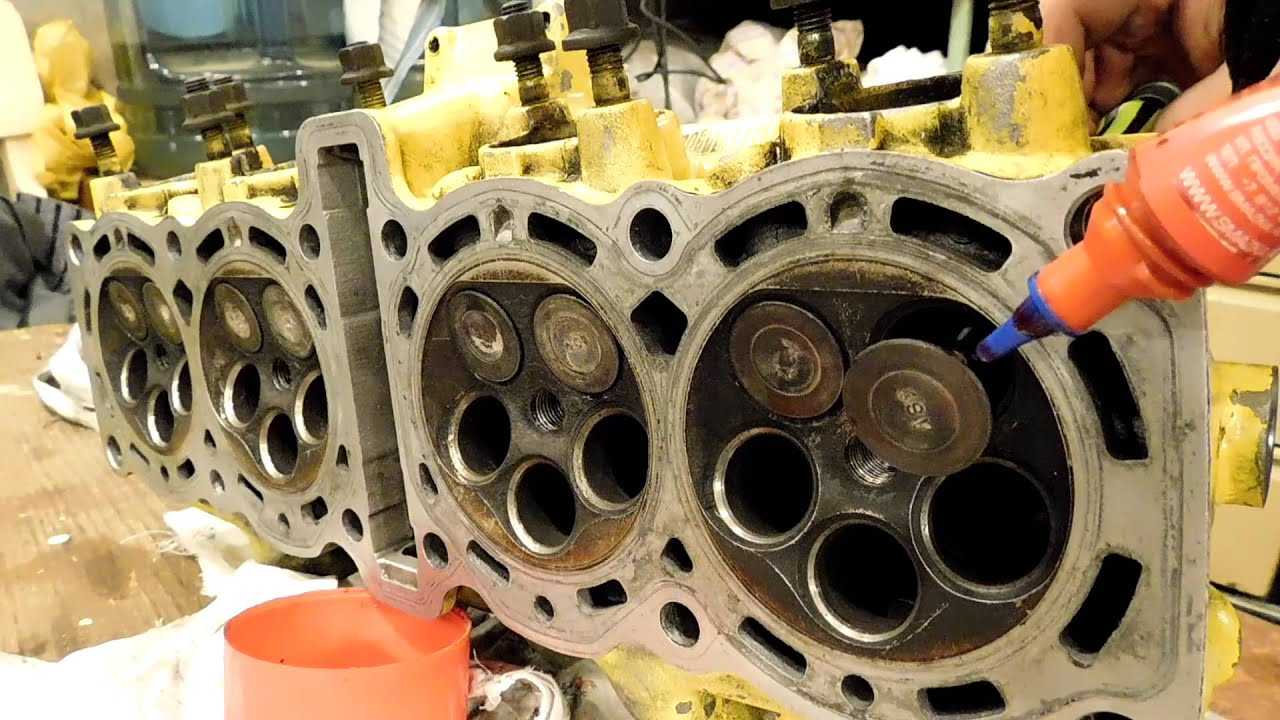
ГБЦ переворачивается пластиной вверх, свечи закручиваются с обратной стороны как на фото, на клапаны наливается керосин. Если керосин не проник в зазор между клапаном и седлом, значит мы все сделали правильно.







Если где-то уровень ушел, опять разбираем и притираем:)
Вот и все, ГБЦ готова к сборке, осталось обработать прокладку ГБЦ герметиком-спреем медным для прокладок, о котором мы поговорим в следующей записи.
За фотоматериал и помощь в подготовке статьи, благодарим Shustrii
Спасибо, что любите ABRO!
Методы формирования геометрии сопряжения
Придать правильную форму клапану и седлу можно как вручную, так и на специальном станке, но при этом точность размеров будет отличаться на порядок. Наибольшую точность даёт станок для обработке сёдел и клапанов, наименьшую- ручная притирка клапана об седло при помощи абразивной притирочной пасты.
Клапана притирают при замене клапанов, а также притирают старые клапана при текущем ремонте, когда износ в пределах допустимого.

Станки. Станок для притирки клапанов на самом деле ничего не трёт, он предназначен для нарезания фаски седла и клапана позволяет сделать максимально точное сопряжение за счёт жёсткой центровки. Таким образом, получается высокоточный нарезанный профиль, который даёт максимальное качество. После данной обработки не требуется больше никаких действий, просто помыть и собрать головку.

Ручные фрезы. За неимением возможности обработать детали на высокоточном оборудовании можно воспользоваться ручными фрезами. Они бывают разного диаметра для разных моделей двигателей. На сёдлах нарезают три фаски- под 30 и 60 градусов, а сверху них- под 45 градусов. Новые клапана в таких случаях не обрабатывают, а если используются старые, то их нужно направить или притереть.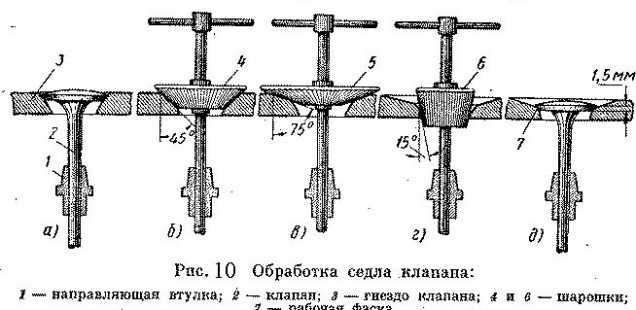
Притирка клапанов абразивной пастой- приспособления для притирки клапанов своими руками.
Притирка поможет только в том случае, если плоскость ответных деталей- клапана и седла- совпадает и не надо ничего править, а требуется лишь убрать некоторые неровности, иначе поможет только правка фрезой. В этом случае на кромку клапана, в местах сопряжения по всему периметру наносится притирочная паста. Клапан вставляется в своё посадочное место. Далее клапан надо одновременно слегка прижимать к седлу и в то же время вращать вокруг оси, тем самым давая стираться неровностям на поверхности.

Видео: притирка клапанов Daewoo Lanos
https://youtube.com/watch?v=83gB6JyU-nA
Выставляем поршень 4-го цилиндра в положение ВМТ
Данное действие обязательно и для его выполнения придётся проворачивать коленчатый вал двигателя.
Если у Вас нет специального ключа,

можно использовать головку на 36, или вывесив заднее колесо и включив 4-ю передачу проворачивайте его в нужном направлении.
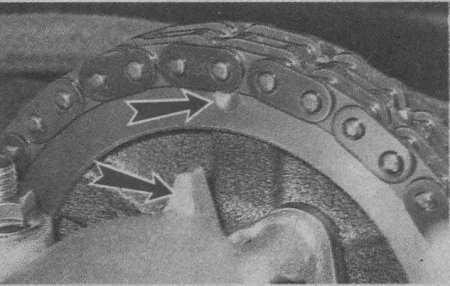
Длинная метка на передней крышке и метка на шкиве коленвала совпадали.

Метка на ведомой звездочке распредвала должна совпадать с выступом на постели корпуса подшипников.
Если данное требование не выполнено, то за основу берутся метки на шкиве коленвала, а метки газораспределительного механизма придется подрегулировать.
Как это делать, это отдельная тема «разговора», но мы обязательно ее затронем в следующих статьях.
Если все метки выставлены правильно, приступаем к регулировке клапанов ВАЗ 2106.
Произвести притирку можно несколькими способами:
- На специальном станке, профиль выводится идеально и довольно быстро, дополнительных действий кроме сборки не требуется. Недостатки способа -во первых такой станок не везде найдешь, даже в ремонтных мастерских, а уж тем более в гараже у соседа, во вторых станок дорогой, приобретать для одноразовой работы не имеет смысла. Я упомянул, просто потому что способ такой есть, и если вдруг у вас есть возможность притереть на станке, воспользуйтесь им.
- Ручной фрезой – быстрый, но не очень хороший способ по причине дороговизны оборудования и отсутствия навыков работы с ним, поэтому просто учтем, что такой способ есть и перейдем дальше.
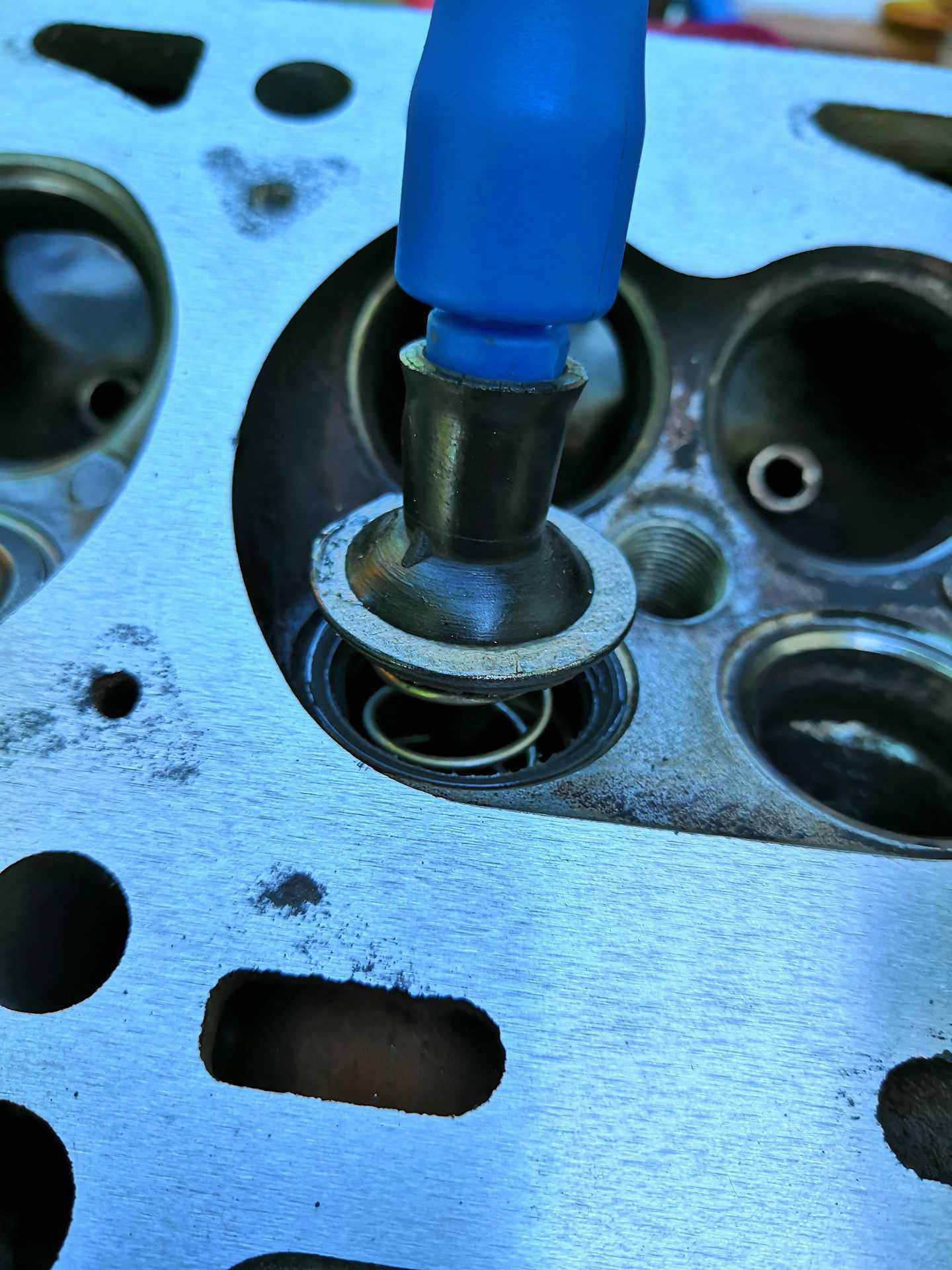
- Притирка на верстаке с применением зажима с карданчиком и ручкой в форме буквы «Т» — наиболее простой и распространенный способ, который часто и повсеместно применяется на любых СТО от «кустарных» и до самых «элитных».
Выглядит оно вот так, а стоит не дороже 500 рублей, поэтому вариант идеальный, но более долгий. Так как это вариант для нас, опишу его подробно.

Не смотря на трудоемкость метод дешевый, надежный и как говорят практичный:
- Перед притиркой, убедитесь, что седла не прогорели, иначе притирать без толку, надо менять седла.
- Клапана, если вы их не меняете на новые, тоже осмотрите на предмет трещин и сколов, поврежденные притирать смысла нет.
- Установите снятую ГБЦ (головку блока цилиндров) на верстак и закрепите, как вариант – зажать в тисках, только под губки тисков подложите деревяшки, иначе испортите поверхности прилегания и попадете на шлифовку головки.
- Притирание производится с помощью пасты для притирки, она тоже необходима, про нее я объясню чуть ниже.
- Нанесите тонкий слой пасты на клапан по кругу, там где он будет прилегать к седлу.
- Вставьте клапан в головку.
- Шток выйдет с другой стороны, надеваете на него цанговый зажим прибора для притирки и зажимаете его гайкой.
- Далее притягиваем клапан к седлу и вращаем влево и вправо за рукоятку, 2-3 оборота, потом от себя, на себя и все повторяется.
- Через 3-5 минут проверяем поверхность клапана, должна получиться матовая полоса с шириной не менее 1,5 миллиметра.
- Если полоса появилась, повторяем то же самое со следующим клапаном.

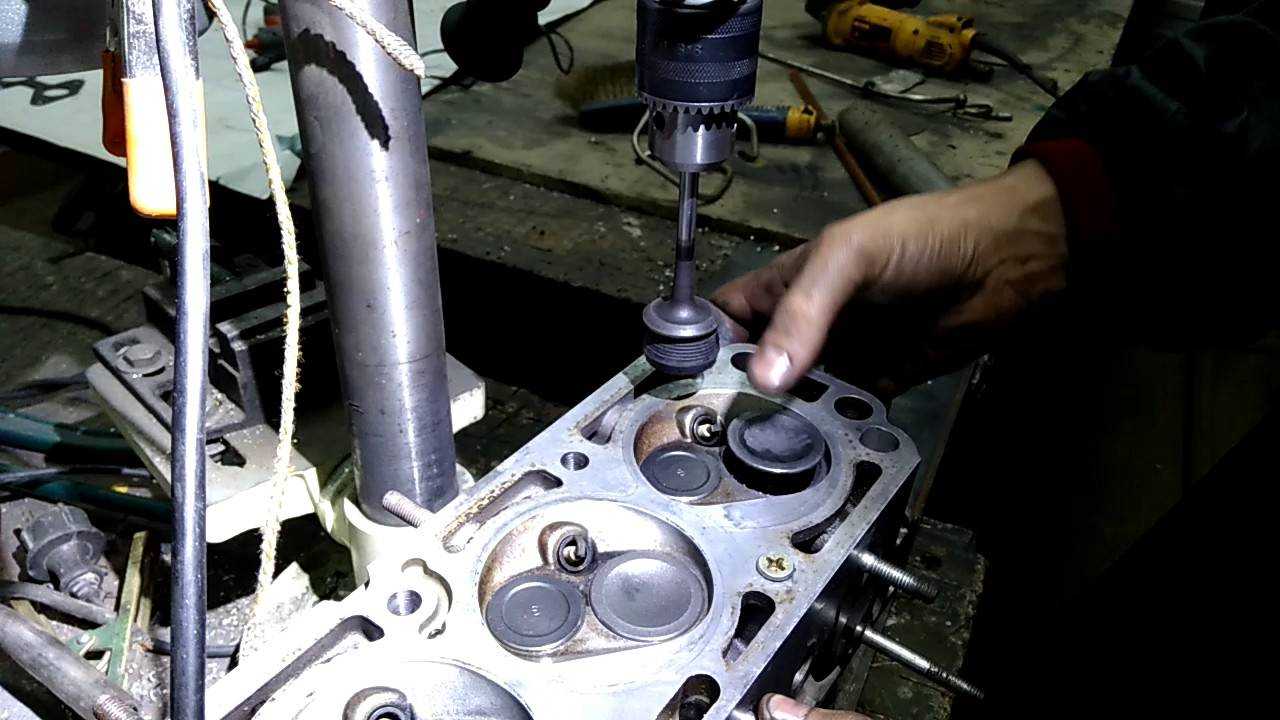
Еще один способ гаражной притирки – дрелью либо шуруповертом, вместо ручного прибора ножка клапана зажимается в дрель.
- Дальше действуем по описанной выше схеме, только вращать клапан будет дрель.
- Только один нюанс, дрель и шуруповерт должны иметь реверс – вращаться в обе стороны.
- Вращение в одну сторону недопустимо, не столько притрете, сколько нацарапаете борозды, а борозды это место для появления налета.
- Вращение используйте минимальное, по очереди туда и обратно, в течении двух минут
- Появление полоски шириной 1,5 миллиметра равномерная по кругу покажет что работа выполнена, повторите все это со следующим клапаном.
После любой притирки обязательно начисто промыть все детали от остатков пасты, паста больше не нужна, если оставить как есть, паста будет разрушать клапан и седло, а нам это не нужно, свою работу она выполнила.
Проверить качество можно собрав головку с клапанами воедино при помощи керосина, как я уже объяснял вначале.
Описание этапов притирки
Притирка клапанов — технологическая операция пригонки фаски грибка клапана к седлу, которая производится при ремонте старого и замене нового клапана. Для притирки клапанов на фаску клапана наносится притирочная паста или мелкий наждак с маслом. Притирка клапанов осуществляется колебательным движением воротка, а вместе с ним и клапана и продолжается до получения равномерного серого цвета фаски клапана и седла. В ремонтных мастерских применяется станок для притирки одновременно нескольких клапанов, что значительно ускоряет процесс притирки клапанов.

Притирка клапанов — операция механической обработки с целью подгонки главным образом деталей, работающих в паре. операция притирки клапанов сводится к многократным относительным перемещениям инструмента и детали или обеих деталей совместно с абразивным материалом. Притирка клапанов исправляет форму детали в пределах допуска, уменьшает шероховатость поверхности.
Для притирки клапанов удобнее всего пользоваться специальным механическим приспособлением.
Кроме того, в продаже имеются готовые ручные держатели клапана.








Какую притирочную пасту использовать
Наши деды изготавливали средство для притирки самостоятельно. Они собирали пыль под наждаками с алмазным кругом, после чего смешивали ее с маслом. Сегодня, благодаря прогрессу и развитию торговли, у автомобилистов имеется приличный выбор в специализированных магазинах. Поэтому у новичков возникает закономерный вопрос о том, чем притереть клапана, какой пастой. О цене речь не идет. Здесь каждый выбирает на свое усмотрение и в соответствии с возможностями. Гораздо важнее определиться с зернистостью и составом.
Крупнозернистые пасты неопытному автолюбителю использовать не стоит. Ошибка в работе может привести к появлению существенных дефектов не фасках клапана и седла, что повлечет за собой дополнительные расходы. По этой причине лучше использовать среднезернистые пасты для основной работы и мелкозернистые для шлифовки.
Очень часто в комплекте идут уже два тюбика, что облегчает задачу для покупателя. В магазинах часто встречается паста «ФАБО» в стилизованной (в форме клапана) упаковке. Кстати, название – это аббревиатура и расшифровывается как Финишная Антифрикционная Безабразивная Обработка. Эту пасту нужно использовать в качестве финишной, после того, как клапан будет притерт при помощи паст «Классическая» или «Алмазная», продающихся в такой же упаковке.
Кроме вышеупомянутой пасты в продаже есть средство ABRO Grinding Paste GP-201. В данном случае в одной упаковке будет сразу два варианта: крупнозернистая и мелкозернистая. Стоит намного дешевле ФАБО. Кроме того, эта паста подходит и для удаления ржавчины с любой металлической поверхности, а также для правки режущих инструментов. Одним словом, такая паста многофункциональная. Среднезернистую и мелкозернистую пасту в одной упаковке можно получить, купив Done Deal. Основа здесь – порошок карбида кремния. Также универсальное средство, пригодится в хозяйстве
А если есть вероятность и необходимость работать с хромированными поверхностями, то стоит обратить внимание на пасту PERMATEX. В любом случае, перед покупкой рекомендуется внимательно изучить инструкцию и уже потом делать выбор. Теперь давайте ответим на вопрос, что делать, когда пасты нет
Теперь давайте ответим на вопрос, что делать, когда пасты нет
Иногда бывают такие ситуации, когда нужно притереть клапана если нет пасты. Что ж, в этом случае придется вспомнить дедовские способы, о чем уже говорилось выше или немного разнообразить их. Итак, если нет пыли с алмазного круга, то понадобится самая мелкая наждачная бумага. С нее нужно снять абразив и смешать его с моторным маслом или солидолом. В качестве финишной пасты используется паста ГОИ, смешанная с теми же смазочными материалами. Разумеется, качество обработки такими средствами будет намного ниже. Особенно, когда нет соответствующего опыта
Теперь давайте ответим на вопрос, что делать, когда пасты нет. Иногда бывают такие ситуации, когда нужно притереть клапана если нет пасты. Что ж, в этом случае придется вспомнить дедовские способы, о чем уже говорилось выше или немного разнообразить их. Итак, если нет пыли с алмазного круга, то понадобится самая мелкая наждачная бумага. С нее нужно снять абразив и смешать его с моторным маслом или солидолом. В качестве финишной пасты используется паста ГОИ, смешанная с теми же смазочными материалами. Разумеется, качество обработки такими средствами будет намного ниже. Особенно, когда нет соответствующего опыта.
Как заменить клапаны своими руками?
Замена клапанов ВАЗ 2112 производится следующим образом:
- Прежде всего, нужно вытащить все съемные детали ГБЦ, а также отсоединить провода.
- Затем снимается крышка ГБЦ.
- С цилиндров удаляется нагар. Сделать это можно, надев на дрель специальную щеточку.
- Далее этого клапаны надо рассухарить и вынуть пинцетом. Для этого необходимо зажать пружину.
- На край клапан наносится алмазная крошка.
- Клапан возвращается обратно.
- Собирается ГБЦ.
Пункт 5 представляет собой особую трудность. На нем стоит остановиться подробнее. Итак, притирка осуществляется следующим образом:
- Наденьте резиновый патрубок на направляющий клапан.
- Прокручивайте клапан, пока на его краю не образуется равномерный след из алмазной крошки.
- Удалите остатки притирочной пасты.