
Сварка своими руками
Варить кузов самостоятельно возможно при наличии начальных навыков, особенно с использованием инвертора, что позволит сократить затраты на оплату квалифицированного труда. Однако придется добыть где-то соответствующее оборудование.
Наилучший вариант ремонта при повреждении кузова состоит в его замене. Но это дорого стоит, поэтому сварку применяют для восстановления недорогих автомобилей, отличающихся невысокой устойчивостью к коррозии, следовательно, распространенность рассматриваемого способа ремонта велика. Далее рассмотрена сварка углекислотным полуавтоматом.

Предварительные действия
Перед началом работ необходимо подготовить подлежащие сварке участки кузова автомобиля. Подготовка состоит в полной очистке металла от краски, ржавчины и загрязнений.
Затем переходят к подготовке сварочного оборудования к работе.
- Прежде всего, проверяют сеть на нагрузочную способность.
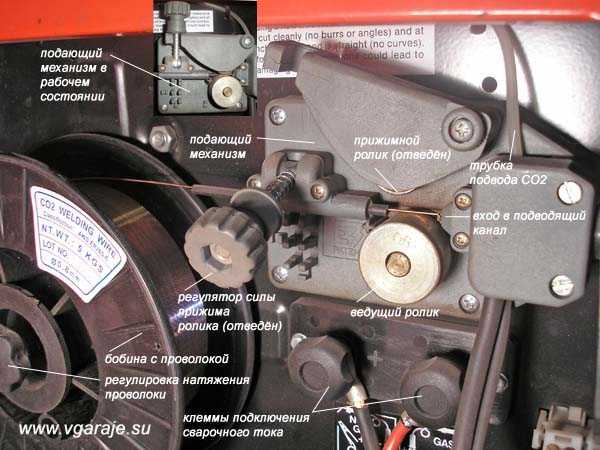
- Далее сварочный аппарат заряжают проволокой. Для этого нужно снять газовое сопло сварочной горелки, отвинтить ключом ее медный наконечник, отвести прижимной ролик с проволокой и установить полярность. Данный параметр определяется типом применяемой проволоки. В случае использования флюсовой проволоки на зажиме устанавливают плюс, на горелке — минус, а для обычной проволоки — наоборот.
- После этого конец проволоки заводят на 10 — 20 см в подающий канал и подводят прижимной ролик, удерживающий ее от осыпания. При этом проволока должна попасть в ложбинку ведущего ролика.
По завершении описанных операций устройство подключают к сети и нажимают клавишу на его ручке, после чего происходит подача газа, затем сварочной проволоки и тока. При этом нужно надеть на проволоку и закрутить требуемый медный наконечник и установить газовое сопло.
Рекомендации по сварке
При кузовных работах обычно варят все части, кроме передней, так как в процессе эксплуатации на нее приходятся минимальные нагрузки. У автомобилей, не соответствующих данному правилу, требуется переварка, прежде всего, мест крепления передних «лап» к поперечной балке. В любом случае необходимо заварить швы поддона, стойки и заднюю часть кузова автомобиля. Крылья и капот обычно не обрабатывают. Нужно отметить, что кузов имеет некоторые слабые места, особо подверженные разрушению коррозией, поэтому чаще всего заваривают эти участки.

Днище можно проварить с двух сторон, однако при работах необходимо соблюдать температурный режим. Это позволит сохранить структуру швов и нейтрализует вредное воздействие сварочного аппарата на материал.
Резать материал необходимо с соблюдением оптимальных режимов во избежание ухудшения его свойств. Днище лучше варить не одному, так как лист металла нужно расположить равномерно, что сложно осуществить в одиночку. По завершении работ края вваренного листа металла обтачивают и обрабатывают грунтом или эпоксидной смолой с целью обеспечения герметичности. После того, как переварка завершена, необходимо обработать швы грунтовкой
При этом особое внимание уделяют швам стоек, поддона и задней части кузова
Углекислотным полуавтоматом можно заварить не только кузов, а также двигатель и глушитель автомобиля. При работе с двигателем необходимо использовать аргон. Это позволяет варить такие металлы, как чугун, нержавеющая и обыкновенна сталь, алюминий, из которых состоит большинство деталей двигателя. Переварка глушителя осуществляется подобно сварке днища, то есть путем накладывания металлической заплатки.
Кузов автомобиля — главная часть всего транспортного средства, отвечающая за его конструктивную жесткость и обеспечивающая защиту всем внутренним узлам. Кузов автомобиля, как и все другие его элементы, нуждается в периодическом обслуживании и ремонте. Одним из видов таких работ является сварка кузова, которую можно выполнить самостоятельно или же воспользоваться услугами автосервиса либо мастерской.
Если вы не уверены в своих силах, лучше доверить сварочные работы специалистам. Фото: avtomalarkrym.ru
Сварочные работы для кузова автомобиля
Ни один производитель не может предложить своим покупателям автомобиль с цельнолитым кузовом. На заводах по производству авто изготовляются отдельные жестяные детали, которые впоследствии соединяют в единую конструкцию путем сварки.
Крупные бренды обзаводятся для этого автоматизированными сборочными линиями и узкоспециализированными роботами.
Типичный метод выполнения сварных соединений на металле не подходит для сварки автомобилей, так как имеет ряд минусов.
К примеру:
- малоопытным сварщикам сложно выполнить укладку самого шва;
- при работе требуется учесть риск ведения металла ввиду его сильного локального нагрева, ведущего к неравномерному температурному расширению и деформации;
- высокий расход сопутствующих материалов: сварных электродов, проволоки и т.п.
 Схема точечной сварки.
Схема точечной сварки.
Автозаводы и СТО применяют иные технологии при сборке авто, способные при необходимости устранить дефект на его кузове, отреставрировать поврежденную деталь транспортного средства:
- стандартная электросварка;
- точечная сварка для кузова, рамы и другие детали грузовых и легковых автомобилей;
- лазерная технология выполнения сварных работ;
- применение инвертора для тонкого металла;
- холодная сварка для глушителя, бензобака, двигателя и других деталей авто из тонких металлов.
Какой сваркой варят кузов авто на заводах?
Автозаводы применяют преимущественно точечную сварку кузовов транспортных средств, позволяющую достичь следующих целей:
- свести к минимальному значению расход сопутствующих материалов;
- повысить точность позиционирования деталей в автоматизированном поточном производстве;
- устранить негативное влияние местного температурного расширения.
Суть технологии заключается в следующем:
- две детали выставляются согласно необходимой позиции относительно друг друга;
- будущую сварную точку сжимают двумя неплавящимися электродами, через которые проходит ток высокой мощности;
- два слоя металла в месте контакта крепко спаиваются друг с другом.
Особенностью технологии считается тот факт, что в процессе сварки не происходит образования сварного шва, не теряется геометрия деталей, но появляется возможность для пружинной деформации.
Все это, в целом, повышает эксплуатационный период конструкции, а также снижает негативное влияние внешних факторов на нее в дальнейшем.
После проведения сварных работ кузов авто окрашивают полностью, что повышает прочность швов и придает конструкции эстетический вид. Также на автозаводах активно применяется лазерная сварка кузова автомобиля, при которой термическую, электрическую или химическую энергию преобразуют в лазерный луч.
Технология полностью автоматизирована, но сопровождается высокой энергопотерей, что позволяет создавать высококачественные сварные швы, стойкие к разному воздействию извне. Выполнить сварку кузова автомобиля своими руками без большого опыта в подобных вопросах может быть затруднительно.
Как варят машину на СТО: инверторная, холодная сварка
Станции технического обслуживания транспортных средств, где применяются аналогичные заводским технологии сварки, в последние годы встречаются все реже.
Проблематика вопроса заключается в том, что точечная сварка требует не только соответствующего оборудования, но и применения большого числа разнообразных сопутствующих материалов.
По этой причине, при выполнении сварочных работ автомобилей, в автосервисе предпочтение отдают иным методам соединения металлических элементов. Так, своевременно устранить коррозийные повреждения, заменить сгнившие детали поможет инверторная сварка.
 Устройство сварочного полуавтомата.
Устройство сварочного полуавтомата.
Таким оборудованием можно варить металл даже в труднодоступных местах транспортного средства, так как агрегат отличается компактными размерами и легким весом.
Инвертор
Однако при выполнении инверторной сварки с помощью электродов без большого опыта могут получаться неаккуратные швы, поэтому такой ремонт лучше выполнять для багажника или крыльев машины.
Если соединять необходимо тонкие детали из специальных сплавов, варить авто по обычной технологии нельзя.
Она представляет собой особый клей на основе эпоксидной смолы, позволяющий без традиционной сварки заделать отверстия, придать швам прочность, соединить несколько металлических частей воедино. Приобрести подобные средства можно в автомагазинах.
На заметку! Хороший тон фирменных СТО – передача клиентам исправных и чистых транспортных средств. По этой причине завершающим этапом перед передачей автомобиля владельцу является мойка его кузова и чистка салона.
Правила инверторной сварки кузова автомобиля
Сварочные работы проводятся для восстановления повреждений или устранения коррозии. Применяются несколько способов выполнения этой задачи. В данном списке особое место занимает сварка поврежденного кузова автомобиля инвертором.








Этот метод обеспечивает качественное соединение деталей, и позволяет добраться к труднодоступным зонам.
Но у инверторных сварочных аппаратов есть и отрицательные стороны, поэтому такие приборы рекомендуется использовать в отдельных случаях.
Пошаговая инструкция сварки кузова
Инверторный сварочный аппарат позволяет соединить детали толщиной от 0,8 миллиметров. Максимальная толщина элементов машины не должна превышать 6 миллиметров. Перед тем, как варить кузов автомобиля, необходимо определить объем работ, и закрыть части кузова, сварка которых проводиться не будет.
Если сварка используется при устранении коррозии своими руками:
- срезается часть металла, поврежденная коррозией, иле же детали удаляются полностью;
- края, по которым проходит срез, грунтуются;
- после обработки при помощи инвертора привариваются отдельные отрезки металла, или целые детали.
Если на поверхность крепятся новые элементы, сваривать инвертором следует при помощи электродного пошагового метода:
- длина швов составляет два сантиметра;
- интервал между швами не превышает шести сантиметров;
- после прохода по всему периметру детали, производится полноценная сварка.
Эта система позволяет обеспечить высокий показатель прочности и жесткости сварного шва. Для обработки швов после сварки потребуется болгарка. Если не выполнить шлифовальные и покрасочные работы, крепление быстро придет в негодность.
При поэтапной сварке следует делать перерывы, необходимые для остывания раскаленного металла. Длительность в зависимости от толщины деталей может составлять несколько часов.
Средства защиты
Сварщику, работающему с инвертором, необходимо обеспечить собственную защиту в процессе осуществления задачи. Данное условие выполняется при помощи:
- маски;
- перчаток;
- огнезащитного комбинезона.
Средства защиты должны максимально закрывать тело во время сварки. Необходимо следить за тем, чтобы на одежде не было складок и карманов, куда попадают раскаленные или расплавленные частицы металла.
Без спецодежды невозможно обеспечить достаточный уровень безопасности, поэтому не стоит рисковать, если защитная форма отсутствует. Также в рабочем помещении рекомендуется наличие огнетушителя или емкости с водой на случай возгорания.
Какой сваркой лучше варить кузов автомобиля
Для сварки кузова можно использовать:
- Углекислотный полуавтомат;
- Инвертор.
Углекислотный полуавтомат считается самым подходящим оборудованием для проведения кузовных ремонтных работ. Этот аппарат позволяет сваривать изделия толщиной до 6 мм. Он применяется как для сварки черных металлов, так и цветных.

В качестве электрода в углекислотном полуавтомате выступает проволока, подаваемая на горелку из бобины.
Особенность этого оборудования заключается в том, что сваривание происходит в среде защитного газа, который обеспечивает вытеснение воздуха из зоны горения, защищая шов от окислительных процессов.
Для сварки черных металлов используется углекислый газ, а для цветных – аргон.
При правильной настройке аппарата, металл в зоне горения расплавляется, обеспечивая надежное соединение. А компактная горелка позволяет подобраться практически в любое место.

Недостатком, но он скорее – условный, является стационарность полуавтомата. Причем сам аппарат сравнительно небольшой, а вот баллон с газом – очень массивный. Но обычно все работы по сварке проводятся в гараже, поэтому недостаток этот не существенен.
Инвертор менее подходит для сварки кузова. Это обычный электродный аппарат, выполняющий сваривание за счет токов высокой частоты.

Такое оборудование – компактно, и сравнительно простое в использовании. К тому же здесь не используется газовая защитная среда, что несколько упрощает проведение работ – просто берем аппарат, подключаем к сети и можно начинать сваривать.
Но недостатков у инвертора значительно больше, чем у полуавтомата.
- Во-первых, под каждый металл требуется очень точная настройка подаваемого напряжения.
- Во-вторых, сваривать тонкие изделия инвертором очень сложно, поскольку малейшая ошибка приводит к прожиганию.
- В-третьих, после смены электрода (из-за его длины) очень сложно контролировать процесс сварки, к тому же с новым электродом добраться до требуемого места не всегда удобно.
В общем, инвертор, если и использовать, то лучше на несущих элементах кузова – лонжеронах и днище, у которых толщина металла сравнительно большая. И лучше, чтобы все работы выполнял опытный сварщик.

Оптимальным вариантом для сварки кузовных элементов является углекислотный полуавтомат. Им можно сваривать любые элементы несущей части
Но если такого аппарата нет, то подойдет и инвертор, только им все делать нужно очень аккуратно и осторожно
Как выбрать аппарат
Все швы, выполняемые на инверторных сварочных аппаратах, являются видимыми. И качество таких швов зависит от того, какими характеристиками обладает тот или иной аппарат. При выборе инвертора следует отталкиваться от следующих параметров:
- устойчивость к нестабильному напряжению: коэффициент устойчивости (защитный коэффициент) должен находиться в диапазоне от 20 до 25% (указывается на самом устройстве и в документах к нему);
- предельные допустимые температуры окружающей среды, при которых должна осуществляться эксплуатация оборудования (указывается в градусах Цельсия и находится в диапазоне от +40 до -40 градусов, что является оптимальными температурными значениями);
- значения диаметров используемых электродов при сварке (в частности, электрод №2 с диаметром 2 мм используется для сварки тонких деталей, например, кузовного металла на крыльях или дверях автомобиля, а электроды №4 с толщиной 4 мм – на более толстых компонующих элементах кузова автомобиля).
Примерная стоимость инверторов для сварки на Яндекс.маркет Обращать внимание на функции «горячий старт» или «антиприлипание» не следует, так как они изначально идут на всех современных инверторных аппаратах в «базе» и используются производителями как рекламный ход с целью выгоднее представить свой товар для неопытных пользователей
Ремонт кузова автомобиля с помощью полуавтоматической сварки
Кузова большинства советских автомобилей создавались очень не качественно. Спустя всего лишь десять лет активного использования кузов начинал гнить и ломаться. Советские модели были гораздо сильнее, чем другие подвержены данному процессу из-за того, что металл просто напросто неправильно окрашивался. Банально в целях экономии краска накладывалась сразу на металл, без выполнения предварительной грунтовки поверхности.

На сегодняшний день автомобилей окрашенных таких способом практически не существует, а те модели, которые были окрашены подобным образом, преобразились с помощью полуавтоматической сварки. Данный метод сварки идеально подходит для ремонта областей пораженных процессом гниения.
Для полуавтоматической сварки используется специальная проволока, она является расходным материалом и может быть создано их различных веществ. Ремонт автомобильного кузова с помощью данного метода на сегодняшний день является самым популярным в нашей стране, это обуславливается его универсальностью. С помощью полуавтоматической сварки можно соединить детали, толщина которых может достигать отметки в шесть миллиметров.

С помощью полуавтоматической сварки можно выполнить следующие манипуляции:
- создать соединения высокой прочности на лонжеронах;
- создать заплатки в областях, подверженных влиянию коррозии;
- выпрямить небольшие вмятины на кузове.

Аппарат полуавтоматической сварки работает с помощью углекислого газа. В процессе выполнения сваривания чего-либо он подается в рабочую область из специального баллона, который находится под давлением. С его помощью удается защитить обрабатываемую область от процесса окисления. Это достигается путем вытеснения кислорода влиянием на него углекислого газа.










Процесс ремонта данным методом подразумевает выполнения постепенного плавление металла. Сварочный агрегат имеет широкие возможности для настройки, вследствие чего шанс прожечь металл насквозь полностью сходит на нет.
Одно из главных преимуществ данного метода сварки является то, что его можно использовать на металлах любого типа. Также если произвести замену углекислого газа аргоном, сварщику откроется доступ для соединения изделий из цветных металлов и нержавеющей антикоррозийной стали. Для получения качественного итогового результата рекомендуется выполнять сварные соединения длиной не более двух сантиметров, интервал между ними должен принимать значение не менее пяти сантиметров. Перед непосредственным выполнением ремонта, область работ в обязательном порядке должна быть загрунтована.
Виды и особенности сварочных аппаратов
Выбор сварочной технологии зависит не столько от аппарата и расходных материалов, сколько от места повреждения. Разберёмся подробнее.
Сварка полуавтоматом
Подавляющее большинство автовладельцев и сотрудников автосервисов предпочитают использовать именно полуавтоматы. Главная причина их популярности — удобство. Полуавтоматом можно варить даже самые мелкие повреждения, расположенные в самых неудобных местах автомобильного кузова.
Технически эта технология почти не отличается от традиционной сварки: полуавтомату тоже требуется преобразователь тока. Разница лишь в расходных материалах. Для этого типа сварки нужны не электроды, а специальная проволока с медным покрытием, диаметр которой может варьироваться от 0.3 до 3 мм. А ещё полуавтомату для работы необходим углекислый газ.
Медь на проволоке обеспечивает надёжный электрический контакт и работает в качестве сварочного флюса. А углекислый газ, непрерывно подаваемый на сварочную дугу, не позволяет кислороду из воздуха вступать в реакцию со свариваемым металлом. У полуавтомата есть три важных достоинства:
- скорость подачи проволоки в полуавтомате можно регулировать;
- швы, выполненные полуавтоматом, аккуратные и очень тонкие;
- использовать полуавтомат можно и без углекислого газа, но в этом случае придётся использовать особую сварочную проволоку, внутри которой содержится флюс.
Есть в полуавтоматическом методе и минусы:
- найти в продаже вышеуказанные электроды с флюсом не так-то просто, да и стоят они как минимум вдвое дороже обычных;
- при использовании углекислого газа мало раздобыть сам баллон. Ещё потребуется редуктор для снижения давления, который надо будет очень точно настроить, в противном случае о качественных швах можно забыть.
Как варят инвертором
Если коротко, инвертор — это всё тот же сварочный аппарат, только частота преобразования тока в нём не 50 Гц, а 30–50 кГц. Благодаря повышенной частоте инвертор имеет несколько достоинств:
- размеры инверторного сварочного аппарата очень компактны;
- инверторы нечувствительны к пониженному напряжению сети;
- у инверторов нет никаких проблем с разжиганием сварочной дуги;
- пользоваться инвертором может даже сварщик-новичок.
Разумеется, есть и минусы:
- в процессе сварки используются толстые электроды диаметром 3–5 мм, а не проволока;
- при инверторной сварке края свариваемого металла очень сильно нагреваются, что может стать причиной термической деформации;
- шов всегда получается толще, чем при сварке полуавтоматом.
Так какой же метод выбрать?
Общая рекомендация проста: если планируется варить участок кузова, находящийся на виду, а автовладелец при этом не стеснён в средствах и имеет определённый опыт работы со сварочным аппаратом, то полуавтомат — оптимальный вариант. А если повреждения со стороны не видны (к примеру, пострадало днище) и владелец машины слабо разбирается в сварке, то лучше варить инвертором. Даже если новичок допустит ошибку, её цена не будет высока.
Как правильно восстанавливать кузов?
Важным условием для успешного сваривания кузова является правильная настройка аппарата.
Поэтому перед началом работ следует делать проверку на подручных материалах.
Просто берем два куска металла соответствующей толщины и пытаемся их сварить, причем обязательно используем тот же метод, что и будет использован на кузове (внахлест или встык, стежками или посредством отверстий). В процессе проверки подстраиваем аппарат.
Важно добиться, чтобы не было прожига, а также металл хорошо плавился и соединялся между собой. При использовании инвертора важно подобрать толщину электрода и сварочный ток
Как правило на 1 мм электрода необходимо 30-40 Ампер тока
Поэтому на электрод 2,5 мм нужно 75-100 Ампер. Также нужно учитывать и толщину металла, поэтому правильные данные указаны в таблице
Как правило на 1 мм электрода необходимо 30-40 Ампер тока. Поэтому на электрод 2,5 мм нужно 75-100 Ампер. Также нужно учитывать и толщину металла, поэтому правильные данные указаны в таблице
При использовании инвертора важно подобрать толщину электрода и сварочный ток. Как правило на 1 мм электрода необходимо 30-40 Ампер тока
Поэтому на электрод 2,5 мм нужно 75-100 Ампер
Также нужно учитывать и толщину металла, поэтому правильные данные указаны в таблице
Поэтому на электрод 2,5 мм нужно 75-100 Ампер. Также нужно учитывать и толщину металла, поэтому правильные данные указаны в таблице.

Но это при условии, что сеть выдает 220В
При падении напряжения в сети подбор тока может усложнится, поэтому важно перед основными работами делать проверочную сварку
Также не стоит последовательно приваривать деталь (приложили и начали варить от края к краю), поскольку из-за этого элемент может «повести».
Следует поступать так: приложили деталь, прихватили ее в нескольких местах, и только после этого проходим по всему периметру.
После приваривания элемента места сварки необходимо зачистить от флюса. Если это внешний элемент, придется стачивать их, чтобы обеспечить ровную поверхность.
Если привариваемый элемент собой будет закрывать что-то (к примеру, короб порога), то внутренние поверхности необходимо обработать ингибиторами коррозии, а затем покрыть антикоррозионными материалами. Полученные швы также следует качественно обработать.
![]()
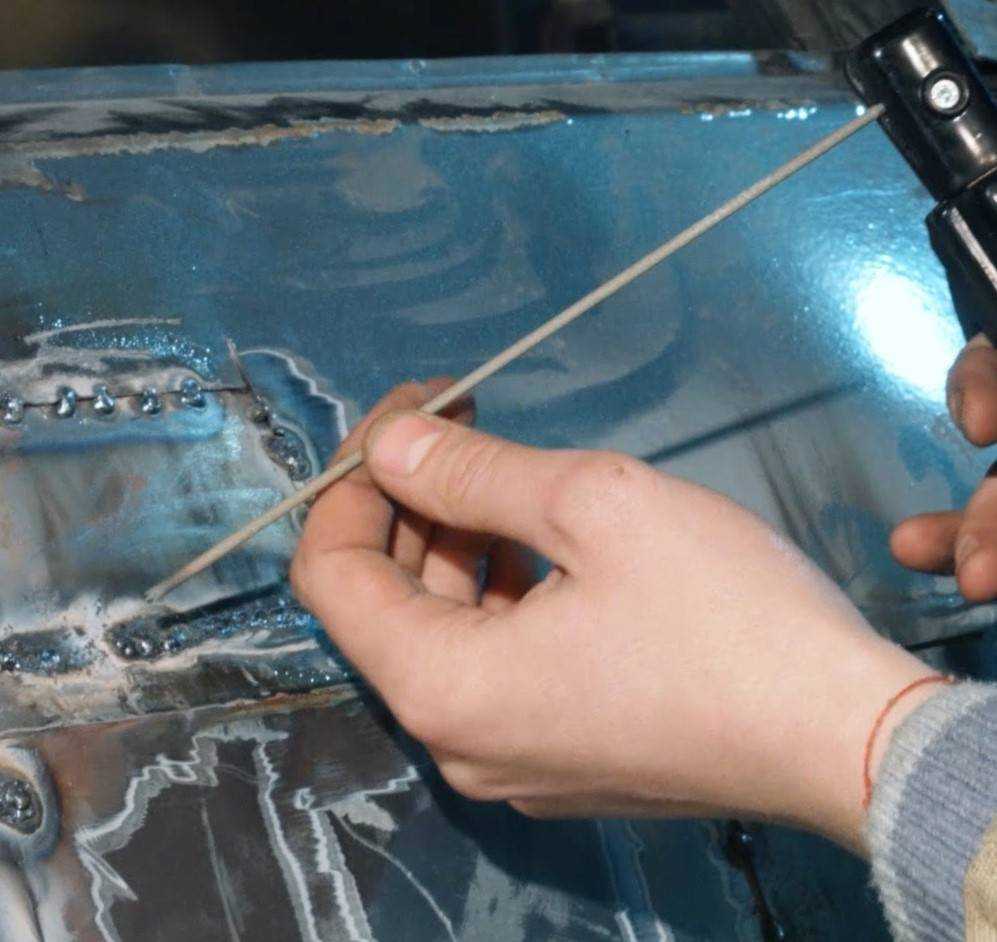
Что касается внешних деталей, то вся поверхность шпаклюется и грунтуется, чтобы полностью скрыть следы сварки, после чего кузовные части подвергаются покраске.
Возможные проблемы при эксплуатации сварочного полуавтомата
Не все работы выполняются в плановом порядке. Ошибки в обращении или неисправное оборудование могут привести к нештатным ситуациям.

Неправильный выбор величины тока
При подаче слишком большого тока происходит сгорание металла. Из медного наконечника может также выступать капля расплавленной проволоки. В такой ситуации дополнительная подача проволоки может привести к тому, что проволока сломается после выхода из подающего устройства.
Некачественная регулировка прижима в подающем механизме
Если прохождение проволоки через медный наконечник блокируется, в механизме подачи происходит поломка проволоки. Это указывает на слишком большое давление на подачу проволоки. При правильной регулировке проволока скользит, а не ломается. Это событие указывает на обратное — сила давления не блокирует провод в достаточной степени.








В этом случае может произойти «заклинивание» наконечника, которое никак не связано с величиной установленного тока.
Такие же результаты возникают при слишком медленной подаче проволоки.
Настройка регуляторов
Примером может послужить полуавтоматический аппарат Helvi Panther 132. На нем установлены три регулятора, влияющие на параметр тока. Два тумблера имеют лишь по два положения: «1» и «2» на первом, «мин» и «макс» на втором. Третий плавно регулирует подачу проволоки. И скорость, при которой подается проволока, зависит от величины тока. Это значит, что аппарат самостоятельно регулирует ток в зависимости от подачи проволоки.

Сварочный полуавтомат
В качестве примера можно дать настройки этого полуавтомата для разных толщин свариваемого металла. Тонкий лист хорошо «варился» на установках: «1», «макс», а плавная регулировка была на «7». Толстые листы лучше пробовать на установке: «2», «макс», «8».
При работе с полуавтоматом могут быть различные результаты сварки. В зависимости от силы тока можно получить такие итоги:

Результат сварки с разным током
Первый случай
Ток слишком мал, поэтому не происходит растекания металла по поверхности, а также деталь не прогревается, что ухудшает сопряжение. Получается отсутствие «провара». Понадобится увеличить ток.
Второй случай
Ток правильно отрегулирован, металл достаточно расплывается и заметен прогрев свариваемой детали. С обратной стороны листа заметна небольшая металлическая капля.
Третий случай
Ток больше допустимого значения. Расплавленная капля от проволоки слишком сильно «просела». На другой стороне явная крупная капля расплавленного металла.
Четвертый случай
Существенное превышение допустимого тока до такой степени, что образуются сквозные прожоги. Требуется значительное снижение силы тока до появления небольшой капли без прожигания.
Этапы самостоятельной сварки кузова
В результате дорожно-транспортного происшествия либо длительной эксплуатации машины может понадобится сварка кузова. И часто бывает так, что цена сварки на СТО достаточно высока. Единственным выходом в этой ситуации будет выполнить все работы самостоятельно
При этом очень важно правильно подготовить сварочный аппарат:
- Перед тем как выполнить подключение сварки, следует проверить нагрузочную способность сети в гараже;
- После нужно «заправить» углекислотный сварочный аппарат специальной сварочной проволокой. Для этих целей необходимо снять газовое сопло горелки, а затем посредством ключа открутить ее медный наконечник, отвести прижимной ролик с проволокой и задать сварочному агрегату нужную полярность. После чего нужно завести прижимной ролик с проволокой примерно на 10-15 см в падающий канал и затем подвести прижимной ролик;
- Следующим шагом будет подключение углекислого газа. Для этих целей нужно монтировать редуктор на баллон с углекислым газом и с помощью шланга соединить редуктор и сварку.
Особенности технологии сварки кузова машины
Работая со сваркой, не пренебрегайте средствами защиты и техникой безопасности. Фото: rio.ua
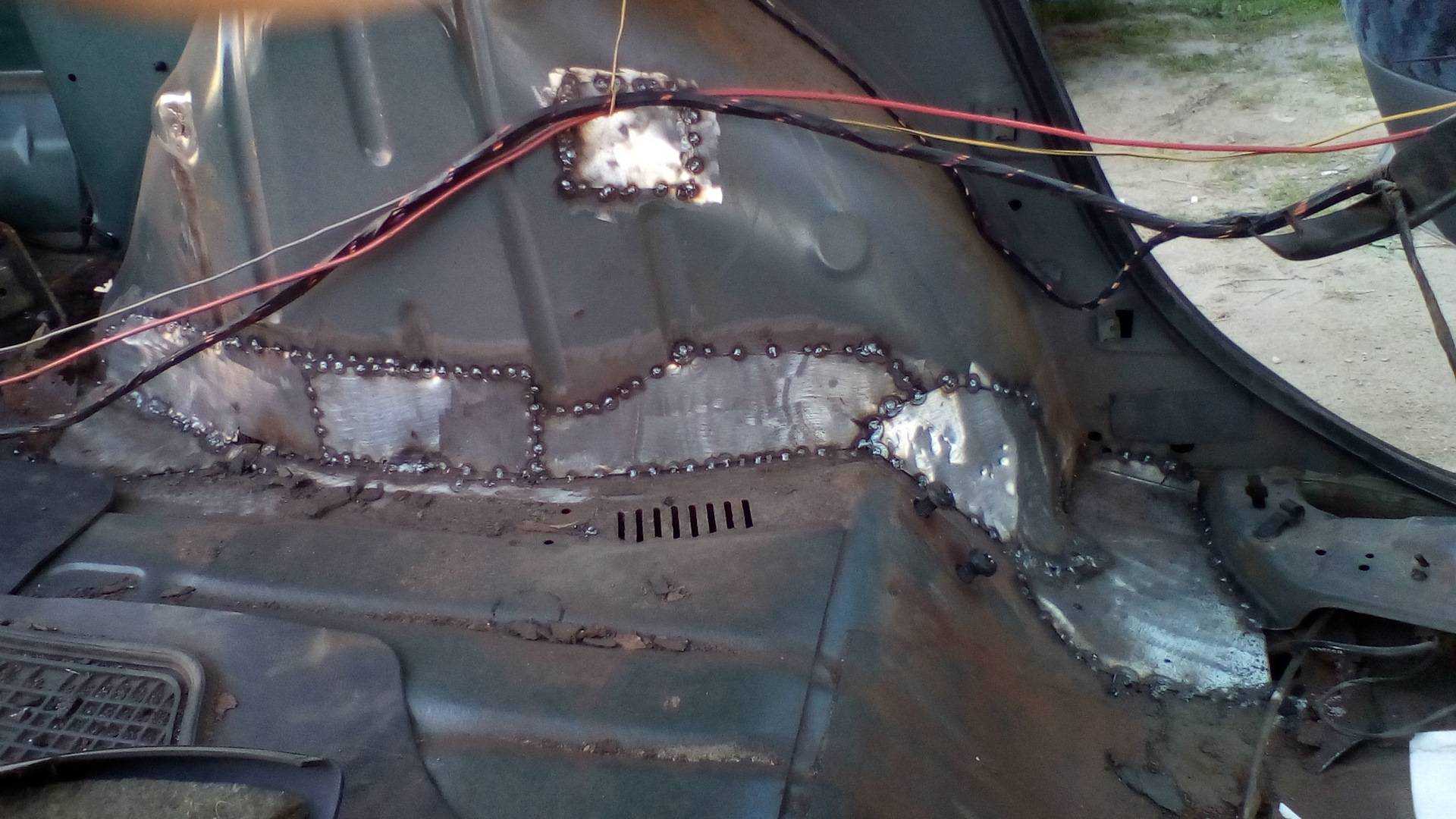
Не менее важная задача — это соблюдение технологии сварки, ведь от этого будет зависеть качество выполненной работы. Для сваривания кузова транспортного средства целесообразней использовать не точечный метод, а проваривать его стежками по 2 см с шагом в каждые 5 см. Такой сварной шов будет крепким и надежным. При варке кузова машины так называемыми «стежками» в значительной мере повышается уровень жесткости кузова, а также уменьшается степень его деформации, что особенно заметно при сильных нагрузках.
Следует помнить, что в кузове проваривается все, кроме его передней части, так как именно здесь нагрузка обычно минимальна. Однако есть такие транспортные средства, в которых на переднюю подвеску делается большой упор, то в этом случае проварить проблемные места все же нужно.
Пол (днище автомобиля) как правило, приваривается с обеих сторон. При этом сварные швы обрабатываются специальным грунтом с целью их защиты от внешнего воздействия. Также следует знать, что капот и крылья автомобиля, как правило, не провариваются. Однако надобность в тщательной обработки швов поддона, стоек и задней части при этом не отпадает. Следует учитывать, что лишь после такого рода обработки можно приступать к сборке транспортного средства и установке всех панелей и сидений.
Проварив днище автомобиля, не забудьте провести его последующую обработку. Фото: agoj.ru
Основные меры предосторожности при работе со сварочным аппаратом
При работе со сварочным аппаратом в обязательном порядке нужно использовать специальную маску сварщика и защитную одежду, поскольку соблюдение техники безопасности при использовании сварки обязательны. Это позволит избежать многих проблем со здоровьем в случае попадания искры на кожу или в глаза.