

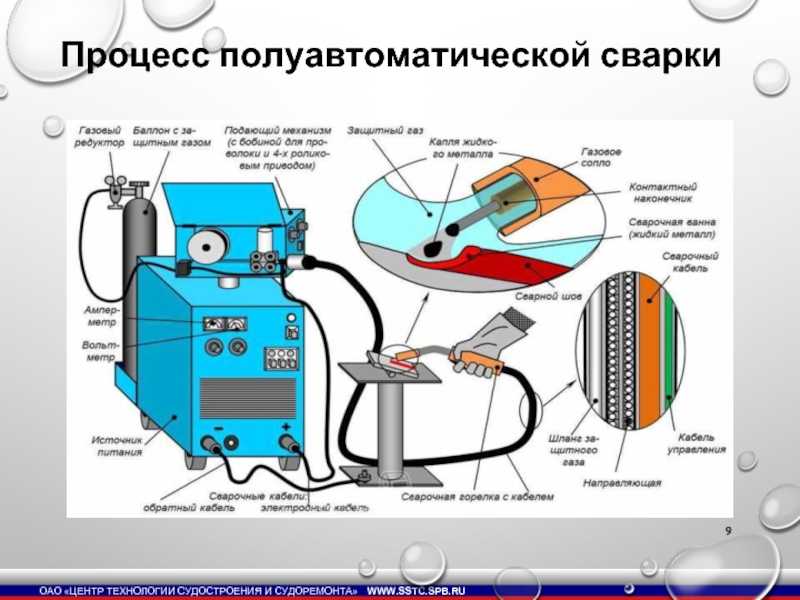
Как работает полуавтомат
Чтобы понять, как работает полуавтоматическая сварка стоит рассмотреть принцип работы оборудования. Во время обработки на область свариваемого участка непрерывно подается электродная проволока. По этой причине сварщик не должен постоянно устанавливать новые электроды.
Во время сварки производится нагревание и деформирование свариваемых изделий. Между металлическим элементом и электродом, который находится под напряжением, в газовой смеси образуется электрический разряд. Качественные характеристики соединения повышаются благодаря применению инертного газа, именно он предотвращает появление окислов.
Стоит отметить! Технология полуавтоматической сварки получила это название, потому что подача проволоки производится автоматически, а контроль подачи и сварочный процесс производится сварщиком вручную.
Среди основных особенностей работы полуавтомата можно выделить:
- У полуавтоматического оборудования предусмотрено два полюса — с положительным и отрицательным зарядом. Полярность подключения подбирается в соответствии с металлом, который сваривается. Один зажим прикрепляется к свариваемому изделию, другой подается к скользящему контакту горелки.
- Параметры силы тока выбирается согласно характеристикам материала, который применяется для сваривания.
- Для подбора оптимальных показателей силы тока сварщики применяют специальные таблицы, следуют рекомендациям изготовителя сварочного оборудования.
- Скоростные показатели подачи задаются с помощью коробки передач или шестерни.
- Газовое полуавтоматическое оборудование предназначено для работы с инертным или углекислым газом. Для проведения сварочных работ подается сварочная проволока для полуавтоматического прибора, которая имеет в составе магний и кремний. Постепенно происходит ее расплавление и последующая подача на свариваемую область.
- Вместе с проволокой подается газ, который обеспечивает защиту металлическому изделию и электроду от отрицательного влияния кислорода.
- При применении аппаратуры для флюсовой проволоки газ не требуется. При проведении сварки полуавтоматом без газа происходит сгорание флюса и образование газа, именно он нейтрализует отрицательное воздействие воздуха.
Конструкции сварочных автоматов
Сварочные автоматы представляют собой целый класс высокотехнологичного оборудования. Чаще всего они используются в условиях производства. Автоматы самостоятельно подают присадочные материалы и перемещают сварочную головку вдоль шва. Многообразие конструкций таких аппаратов обусловлено различиями в производственных технологиях.
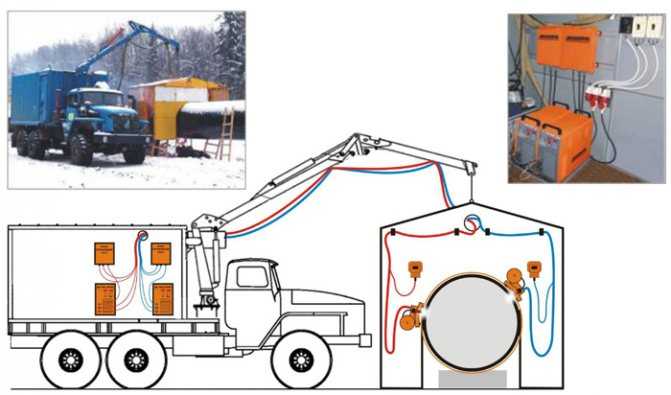
Схема организации сварочных работ на установке УАСТ-1 при строительстве трубопроводов
По способу перемещения автоматы бывают следующих типов.
- Подвесные. Оператор устанавливает сварочную головку и деталь в нужное пространственное положение. При этом перемещается последняя. Такие автоматы позволяют получать швы практически любой конфигурации.
- Самоходные. Такие автоматы устанавливаются на специальную тележку. Главная их особенность – возможность перемещения в процессе сварки и головки, и детали.
- Сварочные тракторы. Наиболее легкие и мобильные автоматы, снабженные шасси. Во время сварки трактор перемещается по специальным рельсам или самой детали. Главное преимущество такого автомата – возможность работы с деталями большой длины. Теоретически трактор способен выполнить бесконечный прямолинейный шов.
Сварочные автоматы применяются в производстве труб, сосудов и емкостей большого диаметра, строительных и промышленных металлоконструкций. Существуют специализированные аппараты для сварки определенных деталей. Многие производители комплектуют свои автоматы сменной оснасткой, позволяющей расширить сферу применения. Например, копирующие устройства позволяют выполнять сварку деталей сложной формы.
Конструктивно различают одно- и многоэлектродные автоматы. Последние отличаются более высокой производительностью. Некоторые автоматы могут быть объединены в технологические линии с единым управлением.
Как осуществляется обмотка дросселя?
Чтобы дроссель работал надежно и при этом не перегревался при прохождении через него электрического тока, нужно воспользоваться трансформатором ОСМ-0,4, мощность которого составляет 400 Вт. Кроме того, при изготовлении качественной конструкции придется воспользоваться эмальпроводом, диаметр которого минимум должен составлять 1,5 мм, однако, лучше брать с небольшим запасом, например, 1,8 мм.
Следует намотать на дроссель два слоя провода, причем они должны быть качественно изолированы друг от друга. Провода в каждом из них укладывают как можно более плотно – это нужно для получения качественной индукционной катушки. На следующем этапе следует воспользоваться алюминиевой шиной размерами 2,8х4,65 мм.
Ее наматывают в один слой, изготавливая 24 витка, а оставшиеся концы делают длиной приблизительно по 30 см. В дальнейшем нужно будет собрать сердечник, между ним и катушкой должен быть зазор размером приблизительно 1 мм. Чтобы соединение получилось как можно более жестким, между сердечником и обмотками нужно будет проложить небольшие кусочки текстолита.
Подобный дроссель можно изготовить на базе железа из цветного или черно-белого лампового телевизора наподобие ТС-270, причем это будет значительно проще, так как установить придется только лишь одну катушку, которую делают из алюминиевой шины.
Для питания схемы управления также необходимо воспользоваться трансформатором, причем данную конструкцию собирать самостоятельно совершенно необязательно, так как можно по небольшой цене приобрести готовое изделие. Главным критерием является то, что конструкция должна выдавать 24 В при силе тока около 6 А.
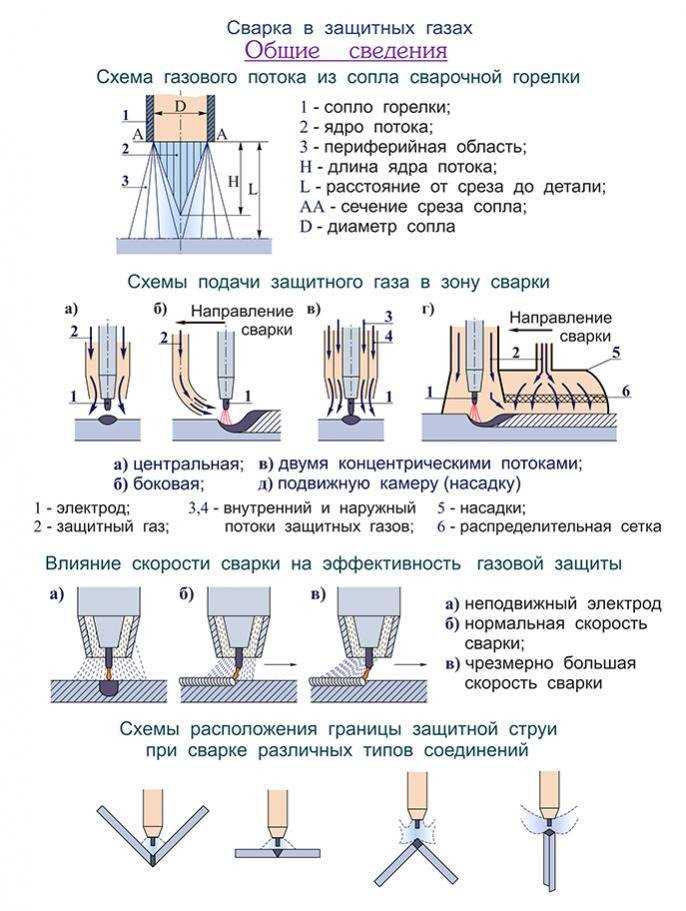
Защитный газ
Основная задача защитного газа – защита расплавленного металла от атмосферного воздействия (кислород окисляет, а азот и влага из воздуха вызывают пористость шва) и обеспечить благоприятные условия зажигания сварочной дуги.
Тип защитного газа влияет на скорость плавления, проникновение сварочной дуги, на количество брызг при сварке, форму и механические свойства сварочного шва. Определённая смесь газов даёт существенный эффект стабильности электрической дуги и уменьшает количество брызг при сварке. Состав газа влияет на то, как расплавленный металл от проволоки передаётся к месту сварки.
Инертные газы и их смеси в качестве защитного газа (MIG) используются для сварки алюминия и цветных металлов. Обычно применяются аргон и гелий.
Активные газы и смеси (MAG) применяется для сварки сталей. Чаще всего это чистая двуокись углерода (CO2), а также в смеси с аргоном.
Рассмотрим виды и смеси защитных газов подробнее:
- Чистая двуокись углерода (CO2) или двуокись углерода с аргоном, а также аргон в смеси с кислородом обычно используются, для сварки стали. Если использовать двуокись углерода (CO2) в качестве защитного газа, то получите высокую скорость плавления, лучшую проникаемость дуги, широкий и выпуклый профиль сварочного шва. Когда используется чистая двуокись углерода, то происходит сложное взаимодействие сил вокруг расплавленных металлических капель на кончике насадки. Эти несбалансированные силы становятся причиной образования больших нестабильных капель, которые передаются в зону сварки случайными движениями. Это является причиной увеличения брызг вокруг сварочного шва. Также чистый карбон диоксид образует больше испарений.
- Аргон, гелий и аргонно-гелиевая смесь используются при сварке цветных металлов и их сплавов. Эти смеси инертных газов дают более низкую скорость плавления, меньшее проникновение и более узкий сварочный шов. Аргон дешевле гелия и смеси гелия с аргоном, а также даёт меньшее количество брызг при сварке. В отличие от аргона, гелий даёт лучшее проникновение, более высокую скорость плавления и выпуклый профиль сварочного шва. Но когда используется гелий, сварочное напряжение возрастает при такой же длине сварочной дуги и расход защитного газа возрастает в сравнении с аргоном. Чистый аргон не подходит для сварки стали, так как дуга становится слишком нестабильной.
- Универсальная смесь для углеродистой стали состоит из 75% аргона и 25% двуокиси углерода (может обозначаться 74/25 или C25). При использовании такого защитного газа образуется наименьшее количество брызг и уменьшается вероятность прожига насквозь тонких металлов.
Лучшая сварочная проволока сплошного сечения
Сплошная проволока используется при работе с высокоуглеродистыми и низколегированными конструкционными сталями. Применяется в двух вариантах
- Омедненная.
- Неомедненная.
 Омедненная существенно улучшает коррозионную стойкость шва, однако во время сварки насыщает воздух вредными для здоровья парами меди. В целях охраны труда и создания благоприятных условий для работы все шире применяется неомедненная проволока, снабженная антикоррозионными покрытиями.
Омедненная существенно улучшает коррозионную стойкость шва, однако во время сварки насыщает воздух вредными для здоровья парами меди. В целях охраны труда и создания благоприятных условий для работы все шире применяется неомедненная проволока, снабженная антикоррозионными покрытиями.  Неомедненная проволока сплошного сечения также подразделяется по назначению для:
Неомедненная проволока сплошного сечения также подразделяется по назначению для:

- высокоуглеродистых и низколегированных марок стали;
- высоколегированной и тугоплавкой стали;
- нержавейки;
- сплавов меди и алюминия.
Газовая горелка в комплекте с наконечниками
Одной из важнейших составляющих конструкции полуавтоматов является держатель с каналом, обеспечивающим непосредственное поступление газа и присадочной проволоки к месту формирования сварочной ванны.
Рукоятка этой детали должна изготавливаться из качественного изоляционного материала и оборудоваться специальной пусковой кнопкой с защитным козырьком.

Основными составляющими горелки являются особым образом устроенное сопло для подачи газа и наконечник для подключения токовых проводов.
Во избежание эффекта налипания расплавленных капель поверхность сопла либо полируется, либо покрывается защитным материалом.
При рабочих токах, превышающих значение 325 Ампер горелка (точнее, сопло) нуждается в дополнительном охлаждении, исключающем её перегрев. Поскольку гарантийный срок службы сопла обычно не превышает 6-ти месяцев – рекомендуется менять его по истечении этого времени (раз в полгода).
Для изготовления наконечников применяются хорошо проводящие электрический ток материалы (бронза и сплавы меди с графитом или вольфрамом). Их предельные эксплуатационные сроки, в конечном счёте, определяются качеством составляющих компонентов.
Непосредственное подсоединение держателя к сварочному полуавтомату осуществляется неразъемными соединителями или с помощью разъёмов типа «Euro Mig-Mag». Именно такими разъемами подсоединяются горелки к известным моделям фирменных полуавтоматов «ПШ-112», «А-1197» и ряда других агрегатов.
Сварка полуавтоматом – особенности, виды аппаратов
Полуавтоматической сварка называется по той причине, что присадка в виде проволоки подается механизированным способом, а ведение шва вручную. Главная особенность в том, что расходный материал одновременно служит и электродом и веществом для формирования шва. При этом чтобы последний не окислялся, в сварочную ванну должен подаваться инертный газ.
Отмечу при этом важное неудобство метода – необходимость подключения газобаллонного оборудования и связанными с этим трудностями. Например, в моем случае, аппаратуру нужно было постоянно перемещать – причем не только по горизонтали, но и по вертикали
Трудно представить, сколько бы это заняло времени и породило хлопот, если бы не возможности современной технологии.
Я имею ввиду – сварку полуавтоматом без газа, но с применением специальной полой проволоки с порошковой начинкой в виде готового флюса. Лично мне это дало следующий ряд преимуществ:
- Отсутствие необходимости в дополнительном оборудовании – баллонах, шлангах, редукторе.
- Облегчение труда, так как отпадает потребность в переноске тяжелого дополнительного оборудования.

- Экономия на покупке и заправке газовых резервуаров.
- Упрощение технологического процесса.
- Наблюдение за местом формирования шва.
- Возможность выбора флюса-наполнителя по типу металла соединяемых заготовок.
- Уменьшение времени на подготовку оборудования к началу работы.
- Настройка и подбор параметров в зависимости от разновидности металла свариваемых изделий.
Однако, несмотря на большое количество плюсов, я увидел и несколько недостатков:
- Повышенные затраты на расходники, особенно если варить приходится много. Проволока с флюсом стоит недешево.
- Необходимость постоянного контроля движений – любые грубые и неаккуратные действия приведут к обрыву проволоки.
- По завершении процесса потребуется чистка шва от шлака.
- Перед началом нужно правильно выставить параметры аппарата.
- По составу расходный материал должен точно соответствовать соединяемым металлам.
- Возникновение ряда сложностей, когда требуется сварить листы толщиной менее 1,5 мм.
- Правильный выбор полярности подключаемых проводников.

Отмечу также, что сварочный полуавтомат может быть как трансформаторным, так и инверторным. У последнего выделю такой набор плюсов:
- Высокая скорость и производительность.
- Меньшее время и более плавный розжиг дуги.
- Компактность, легкость, мобильность.
- Отсутствия залипания электрода.
Недостаток инверторов – высокая цена. С другой стороны, трансформаторные модели громоздки, и применять их советую для стационарной работы, например, в мастерской – когда аппарат не нужно перетаскивать по рабочей площадке.
Настройка инвертора, используемого для полуавтоматической сварки
Если вы решили сделать своими руками сварочный полуавтомат, используя для этого инвертор, необходимо предварительно обесточить данное оборудование. Чтобы такое устройство не перегревалось, следует разместить его выпрямители (входной и выходной) и силовые ключи на радиаторах.

Силовые диоды на дополнительных радиаторах
После того как все вышеперечисленные процедуры выполнены, можно соединить силовую часть устройства с его блоком управления и подключить его к электрической сети. Когда индикатор подключения к сети загорится, к выходам инвертора следует подключить осциллограф. С помощью этого прибора надо найти электрические импульсы частотой 40–50 кГц. Время между формированием таких импульсов должно составлять 1,5 мкс, что регулируется изменением величины напряжения, поступающего на вход устройства.
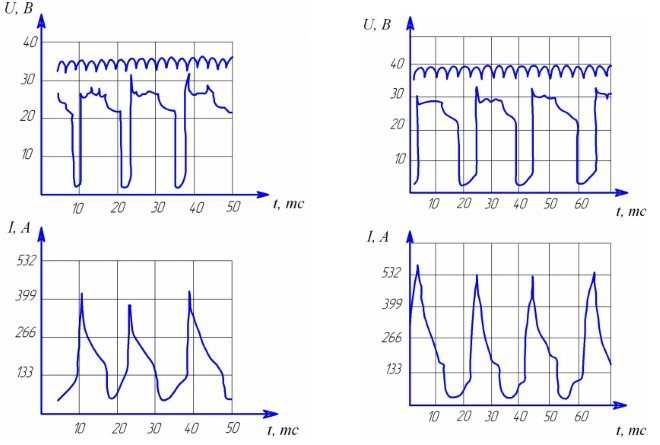
Осциллограмма сварочного напряжения и тока: слева на обратной полярности, справа – на прямой
Необходимо также проверить, чтобы импульсы, отражающиеся на экране осциллографа, имели прямоугольную форму, а их фронт составлял не более 500 нс. Если все проверяемые параметры соответствуют требуемым значениям, то можно подключать инвертор к электрической сети. Ток, поступающий от выхода полуавтомата, должен иметь силу не менее 120 А. Если величина силы тока меньше, это может означать то, что в провода оборудования подается напряжение, величина которого не превышает 100 В. При возникновении такой ситуации необходимо сделать следующее: протестировать оборудование путем изменения силы тока (при этом надо постоянно контролировать напряжение на конденсаторе). Кроме того, следует постоянно контролировать температуру внутри устройства.
После того как полуавтомат протестирован, необходимо проверить его под нагрузкой. Чтобы сделать такую проверку, к сварочным проводам подключают реостат, сопротивление которого составляет не меньше 0,5 Ом. Такой реостат должен выдерживать ток силой 60 А. Сила тока, который в такой ситуации поступает на сварочную горелку, контролируется при помощи амперметра. Если сила тока при использовании нагрузочного реостата не соответствует требуемым параметрам, то величину сопротивления данного устройства подбирают эмпирическим путем.
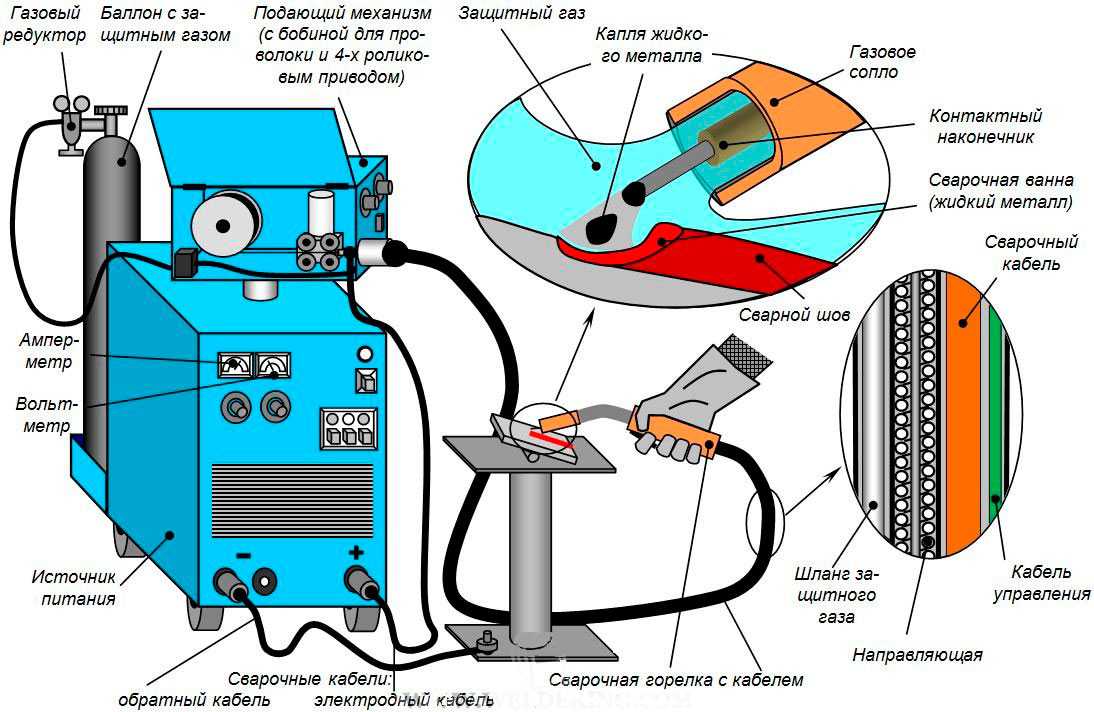
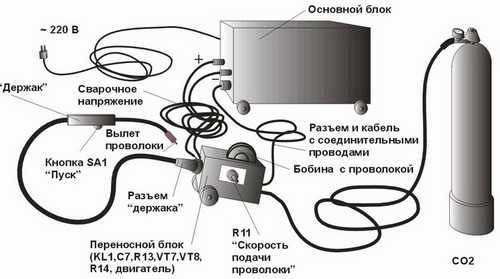
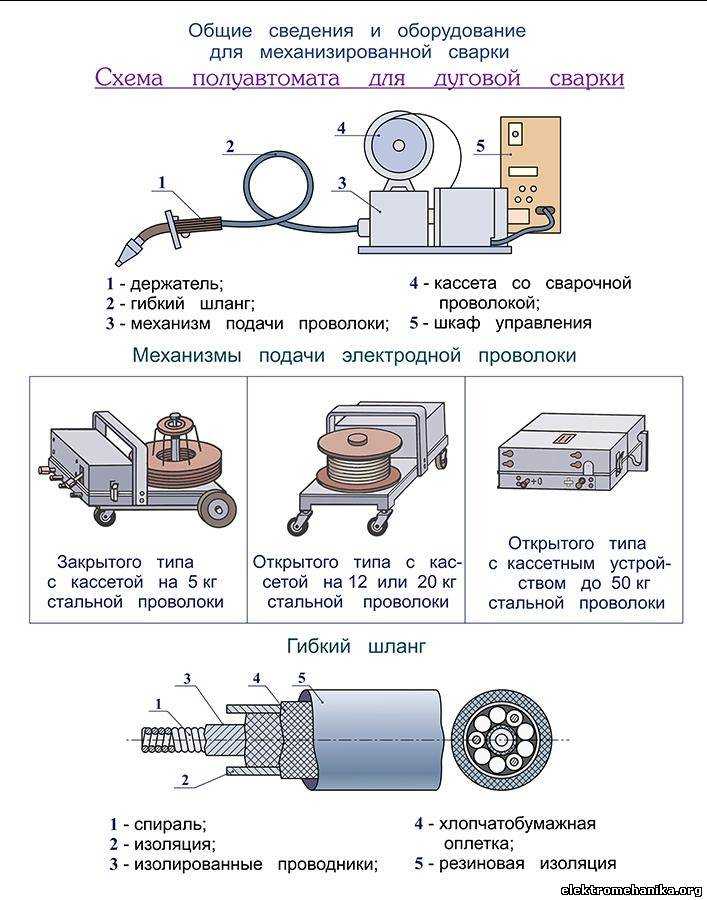
Из чего состоит сварочный полуавтомат
Перед тем как начать работу, нелишним будет узнать устройство полуавтомата сварочного. К основным его элементам относятся:
- источник питания;
- устройство для подачи проволоки;
- система управления;
- сварочная горелка;
- кабеля и шланги.
Сварочная проволока подается с помощью электродвигателя, редуктора и подающих роликов.
Полуавтоматическая сварка является, пожалуй, самой популярной. Чаще всего ее применяют для алюминия и нержавеющей стали
Но важно знать, что, если не использовать защитный газ, то разбрызгивание металла увеличивается
Полуавтоматическая сварка – это процесс соединения различных металлов. Устройство полуавтомата сварочного имеет несколько основных режимов:
- циклический – характерен для сварки элетродными проволоками;
- режим сварки оптимизированной короткой дугой;
- режим импульсивной сварки;
- режим переноса металла струйного;
- режим ротационного переноса.
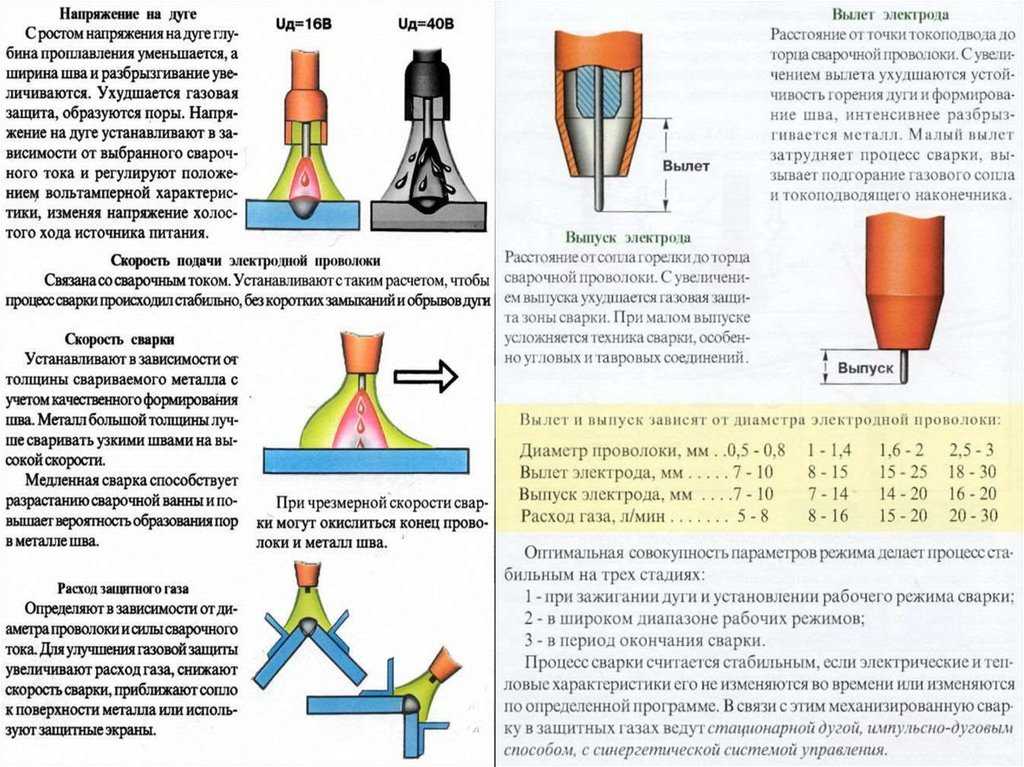
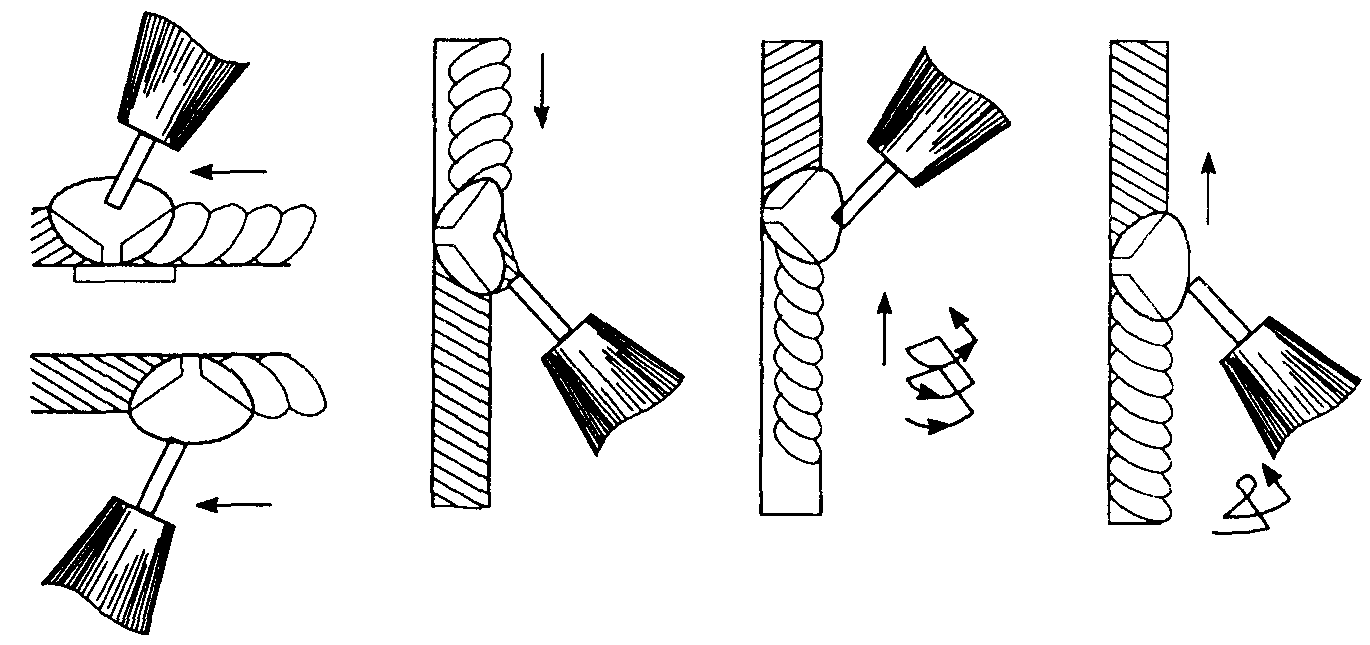
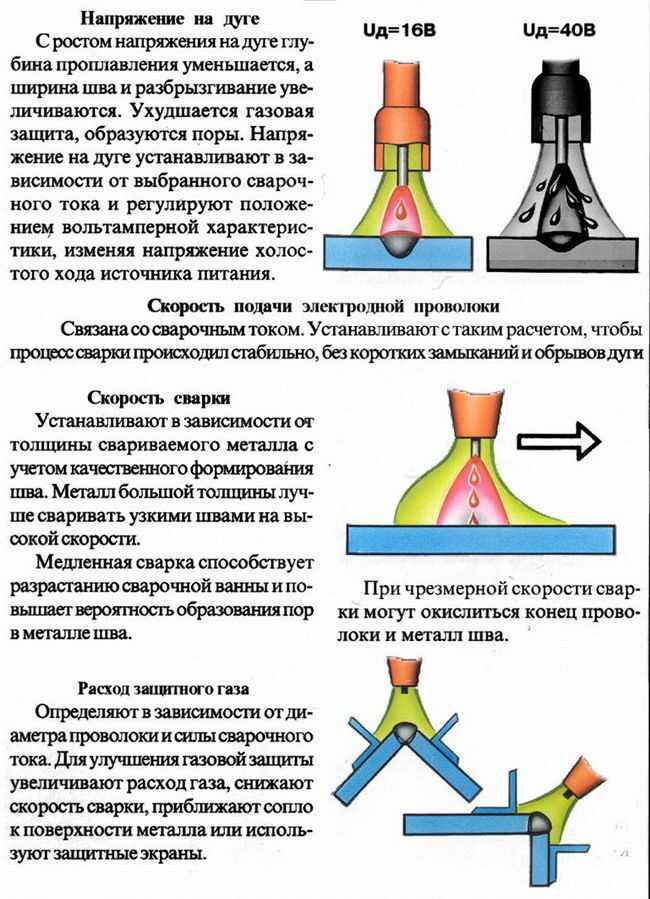
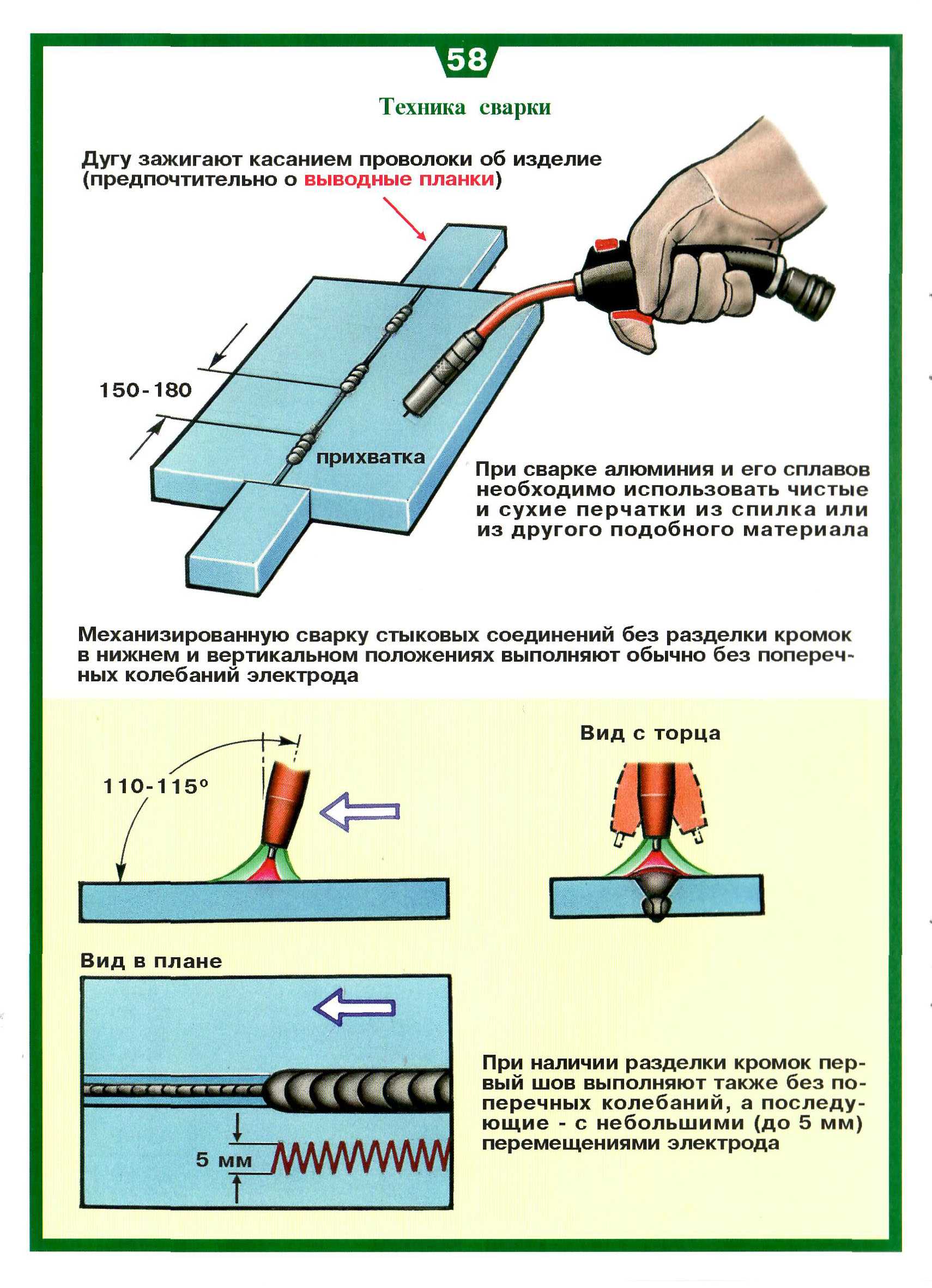
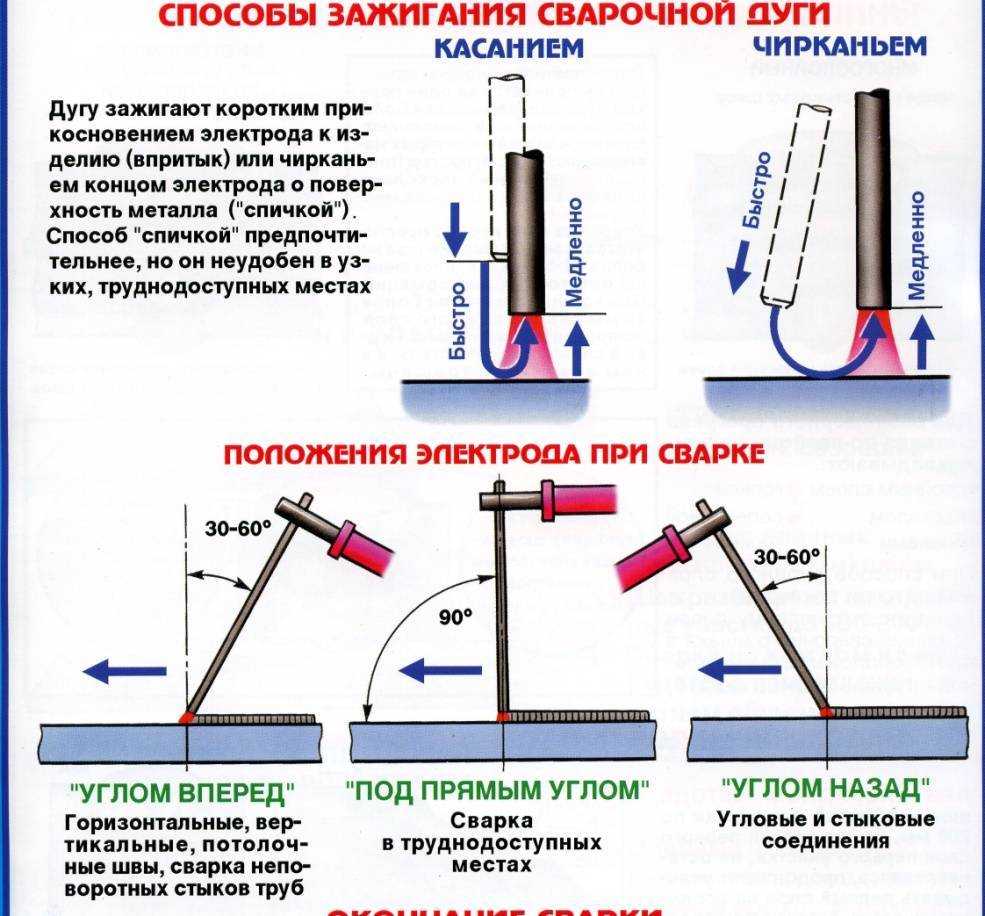
Предусматривает полуавтомат сварочный принципы и режимы работы в защитных газах. Основными параметрами этих режимов являются: напряжение и скорость, диаметр проволоки, расход газа и его состав, колебание электрода.

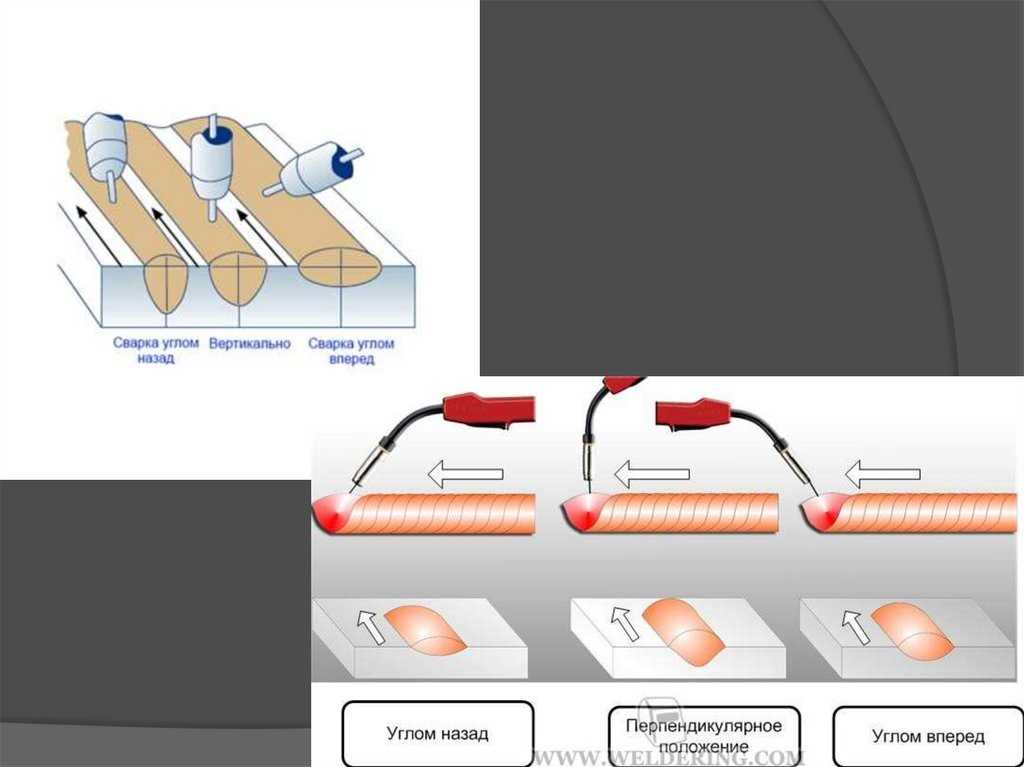

Принцип действия полуавтомата
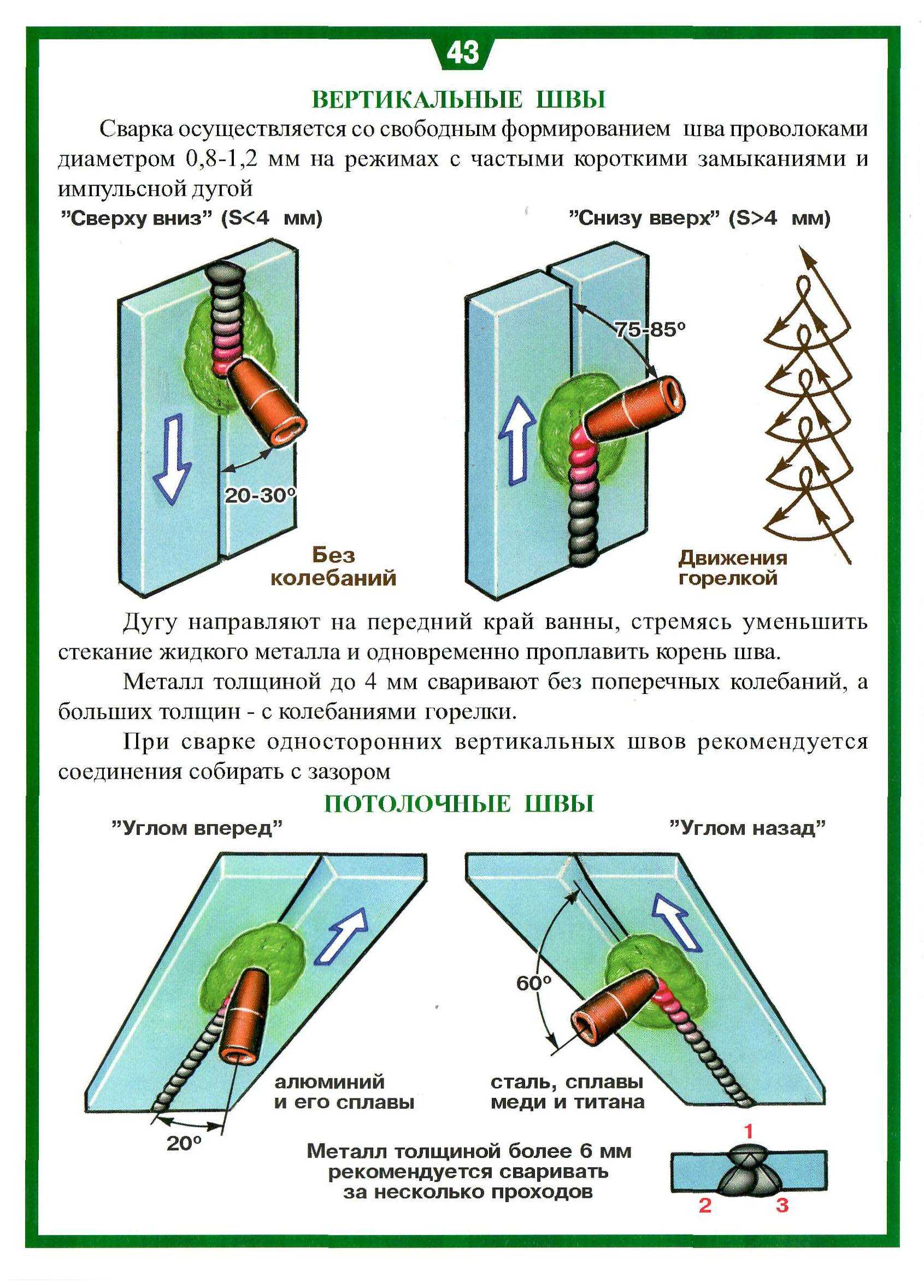
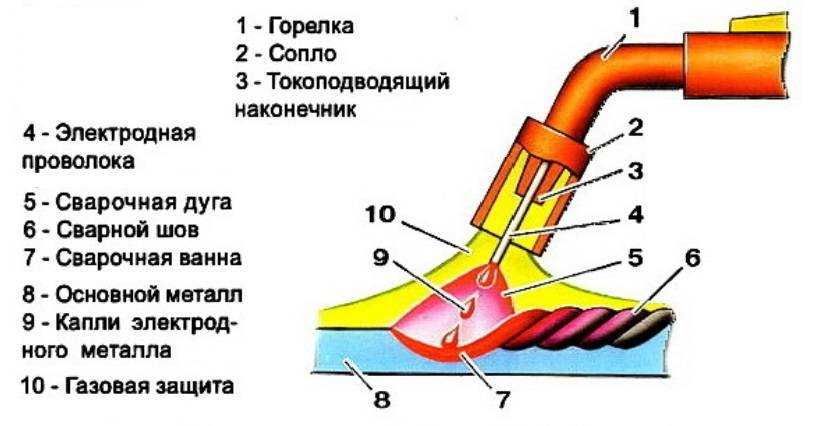
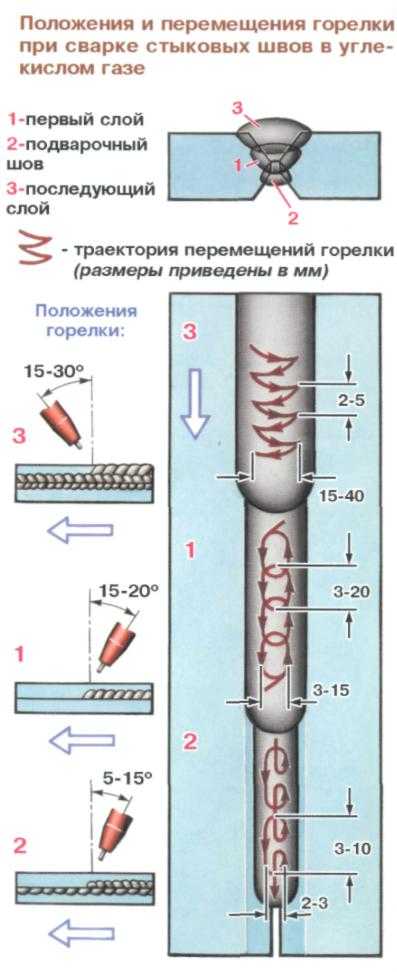
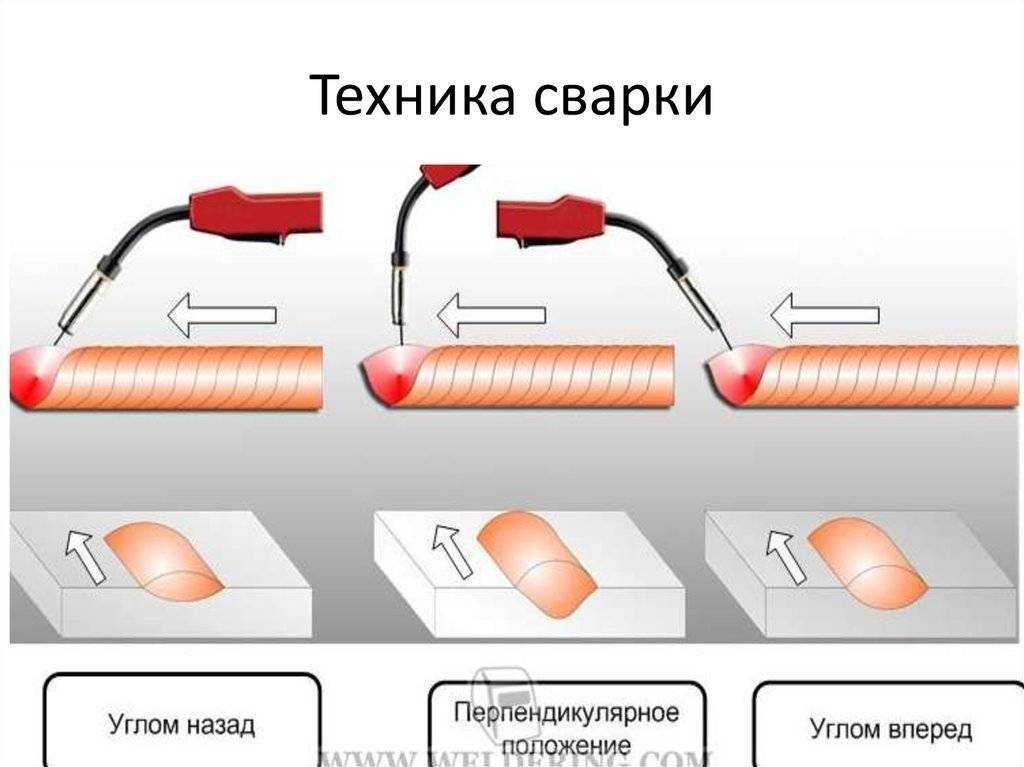
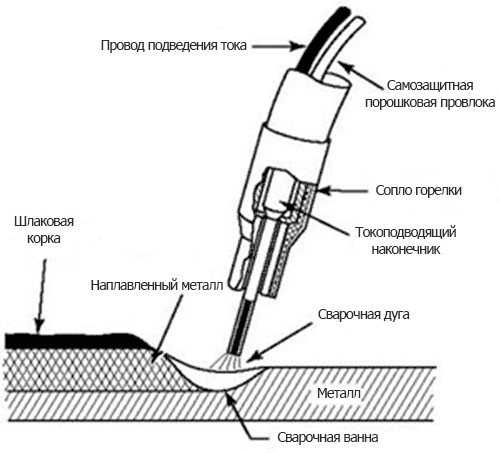
При выполнении дуговой сварки на полуавтоматах в роли плавящегося электрода выступает сварочная проволока, непрерывно поступающая в зону сварочного шва (см. рис. ниже). Удержание длины дуги и перемещение горелки вдоль стыка металла выполняется вручную (на рисунке — слева направо). При сварке в средах углекислого и инертных газов величина их расхода устанавливается на газовой аппаратуре, а включение и выключение осуществляется клапаном полуавтомата. На выходе из горелки проволока проходит через плотное отверстие в контактном наконечнике, на который по проводам, уложенным в кабель-шланге, подается сварочный ток. В результате между ее кончиком и свариваемой деталью возникает дуга, металл проволоки плавится, и образуется сварочная ванна (см. рис. ниже), которая перемещается вместе с движением горелки, оставляя за собой остывающий сварочный шов.
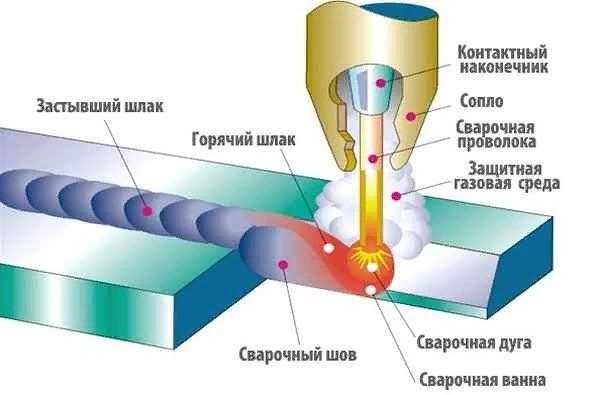
Рисунок 5 — Процесс сварки
Энергия воздействия
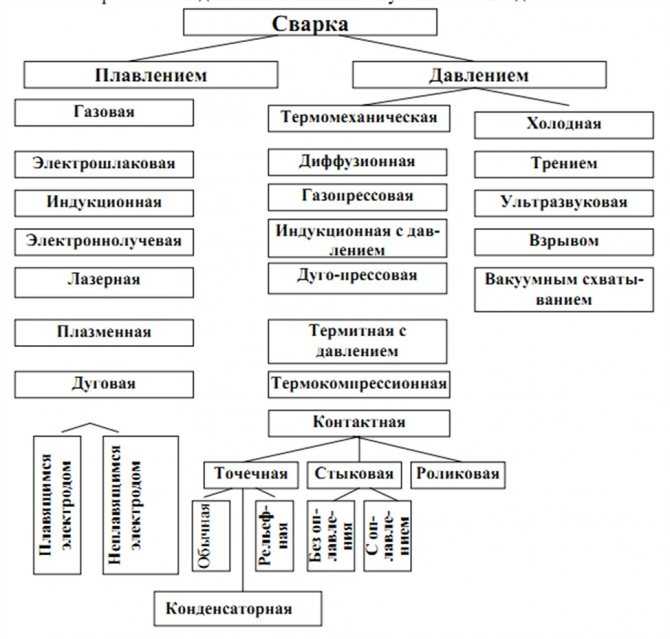
По типу энергии воздействия, благодаря которой образуется требуемое сварное соединение, все виды сварки металлов делятся на следующие категории:
- термическая обработка, предполагающая оплавление места стыка с выделением большого количества тепловой энергии;
- термомеханическая сварка, осуществляемая за счёт внешнего давления с использованием элементов нагрева электросваркой;
- и, наконец, чисто механическая (обработка под давлением).
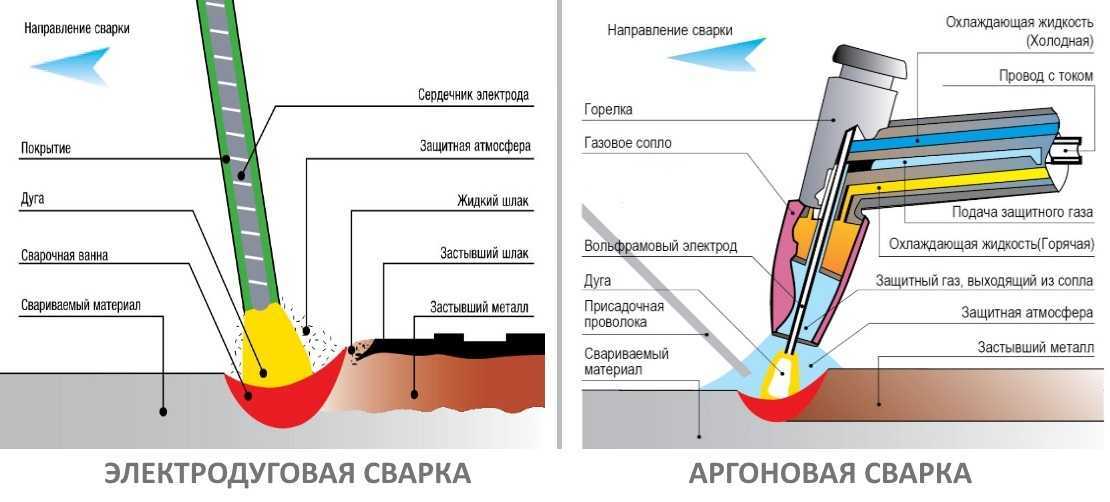
Согласно первой методике свариваемые заготовки подлежат расплавлению, после чего они образуют так называемую «сварочную ванну».
По завершении работ (после затвердевания) на месте ванны остаётся сварной шов, металл в котором имеет литую структуру. К разновидностям термических сварочных работ по металлу следует отнести газовую, электрошлаковую, дуговую, лазерную, плазменную, термитную (химическую) и подобные им виды сварки.
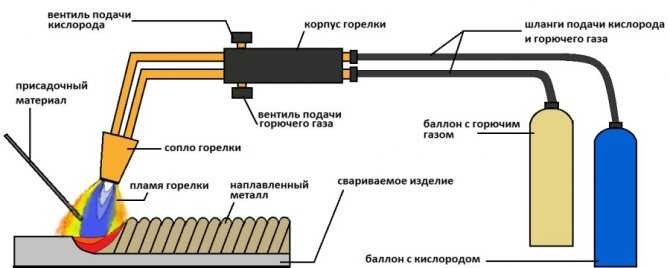
При газовом способе сваривания металлов и сплавов рабочая смесь подаётся на специальную горелку от двух баллонов, содержащих горючий состав и кислород. При этом качество пламени горелки регулируется соответствующими вентилями подачи обеих составляющих. Помимо этого к месту сварки подаётся особый присадочный материал, обеспечивающий получение качественного шва.
В случае химической или термитной обработки металлов рабочая зона формируется под воздействием теплоты, выделяемой при сгорании компонентов специальной порошковой смеси (термита). Отметим также, что на практике наиболее распространены термитные составы на основе обычного алюминия.
Термомеханической обработка места стыка включает в себя диффузионную, контактную, а также газопрессовую сварочные методики. Принцип так называемой «сварки под давлением» интуитивно понятен, хотя технологии сварочных работ по металлу могут отличаться.
Основы безопасности
Представляем перечень требований при работе с полуавтоматическим оборудованием:
- Исполнитель обязан до начала работ проверить исправность системы запуска.
- Источник питания и ящик аппарата должны иметь надежное заземление.
- Первым включается рубильник или пускатель магнитного типа, а затем уже аппаратный ящик. Отключение питания производится в обратной последовательности.
- Все соединения подводящих шлангов должны быть герметичными.
- Опираться, тем более садиться или ставить посторонние предметы на оборудование запрещается.
- Намотка на бобину проволоки производится самостоятельно только после прохождения специального обучения с обязательной записью в книгу инструктажа.
- После окончания работ в первую очередь отключается подача газа и воды для охлаждения, затем надо обесточить аппаратуру.
- О замеченных неполадках оборудования доложить бригадиру или мастеру и без указаний руководства оборудование не включать.
- Устранять любые неисправности самостоятельно исполнителю запрещено.
Обслуживанием различного оборудования в цеху занимается бригада ремонтников — только они могут ремонтировать и настраивать аппаратуру.
Важные критерии и характеристики при выборе сварочного полуавтомата
Для того чтобы выбрать подходящий сварочный аппарат, в первую очередь следует определиться с тем, какие виды сварочных работ предполагается выполнять и в каких условиях он будет эксплуатироваться. Пользователи этого оборудования делят его на три условные категории:
- Бытовые. Пригодны для использования в домашних условиях, а также на дачах и в гаражах.
- Для малых производств. Применяются в небольших мастерских, ремонтных предприятиях и автосервисах.
- Промышленные. Предназначены для работы на крупных производственных предприятиях.
Кроме входного напряжения, основным различителем этих групп оборудования является мощность сварочной установки, от которой напрямую зависит максимальная величина сварочного тока. В свою очередь этот параметр определяет такие технические характеристики полуавтомата, как скорость сварки, диаметр проволоки, толщину свариваемого металла, а также его массу и размеры.
Рисунок 9 — Сварочный полуавтомат
При выборе подходящей модели очень важно обратить внимание на ее технические особенности и дополнительные возможности. К примеру, возможность работы обычными электродами без газа (ММА) позволяет использовать полуавтоматический режим только в необходимых случаях, что ведет к общему снижению расхода углекислоты при сварке объемных изделий. Ниже приведена таблица основных технических и эксплуатационных показателей всех трех групп оборудования
Ниже приведена таблица основных технических и эксплуатационных показателей всех трех групп оборудования.
| № | Наименование | Бытовые | Для малых производств | Промышленные |
|---|---|---|---|---|
| 1 | Входное напряжение (В) | 220 | 220 | 380 |
| 2 | Мощность (кВт) | 3 | 4÷5 | 8-10 |
| 3 | Источник сварочного тока | инвертор | инвертор | выпрямитель |
| 4 | Диапазон сварочного тока (max/min) | 20÷120 | 10÷250 | 50÷400 |
| 5 | Напряжение холостого хода | 30÷40 | 50÷60 | 80÷90 |
| 6 | Степень защиты | IP21, IP22 | IP22 | IP22, IP23 |
| 7 | Диаметр проволоки | 0.6÷1.0 | 0.6÷1.2 | 0.8÷2 |
| 8 | Продолжительность включения (ПВ, %) | 50 | 70 | 80÷100 |
| 9 | Охлаждение горелки | воздушное | воздушное | водяное |
| 10 | Ручная сварка (ММА) | + | + | + |
| 11 | Сварка без газа | — | + | +/- |
| 12 | Работа на пониженном напряжении (В) | 140-220 | 140-220 | — |
| 13 | Длина кабель-шланга (м) | 2 | 2÷3 | 4÷5 |
| 14 | Вес (кг) | 12÷20 | 25÷40 | >70 |
Описание и принцип действия полуавтоматической сварки
Сварка проводится в атмосфере инертных газов во избежание нежелательного окисления материала стыков и шва. Сварочный агрегат нагнетает газ (чаще всего — аргон) к месту сварки под небольшим избыточным давлением, вытесняя, таким образом, кислород воздуха из рабочей зоны. В качестве электрода используется тонкая проволока, хранящаяся на барабане внутри сварочного аппарата. И газ, и проволока подаются в рабочую зону специальным механизмом через армированные трубки и далее через пистолетную рукоятку сварочной горелки.
Масса подается на деталь зажимом, как и при обычной электродной ручной сварке. Плюс подается на сварочную проволоку. Сварщик открывает кран подачи газа и регулирует напор, после чего включает механизм подачи на заданную техническими условиями скорость и касается детали кончиком электрода, торчащим из горелки. Возникает электрическая дуга, электрод плавится и используется в качестве припоя. Края соединяемых деталей разогреваются электрической дугой и свариваются вместе. Инертный газ при этом образует защитную атмосферу, препятствуя нежелательному окислению.



Возможно также использование полуавтомата без газа, для сварки обычного черного металла, для чего применяются специально предназначенные марки сварочной проволоки.
Как выбрать производителя
Основными производителями сварочных полуавтоматов сегодня являются Европа и Китай. Аппараты завода Сварог полностью проходят цикл испытаний и имеют отличное соотношение стоимости и качества. Чешский Kuhtreiber имеет качество такое же высокое, как и немецкие аппараты, но низкую цену.
![]()
Изображение 4. Электросхема сварочного полуавтомата.
Аппаратура премиум-класса выпускается немецкими производителями. Ценятся приборы EWM. Эта фирма занимает высокое место в деле производства полуавтоматов для сварки во всем мире.
Лучше приобретать установки трансформаторного или инверторного типа.
Инверторные имеют очень простые настройки, подходящие для новичков.
Специализированные магазины имеют большой ассортимент товаров подобного рода. Магазины строительной направленности тоже могут иметь такую продукцию в продаже.
Цена колеблется от 6-8 до 80-90 тысяч российских рублей. Полный комплект оборудования представлен на изображении № 3.