

Устройство механизма газораспределения двигателя автомобилей КаМАЗ-5320
ГРМ двигателя автомобиля КамАЗ – 5320 КамАЗ-5320 – это грузовой тягач бортового типа, используемый для транспортировки грузов и эксплуатации вместе с различными прицепами (в качестве автопоезда).
Устройство механизма газораспределения двигателя автомобилей КаМАЗ-5320
Механизм газораспределения служит для фазирования начала и конца процессов впуска свежего воздуха в цилиндры и выпуска из них отработавших газов в соответствии с принятым для данного двигателя порядком работы цилиндров.
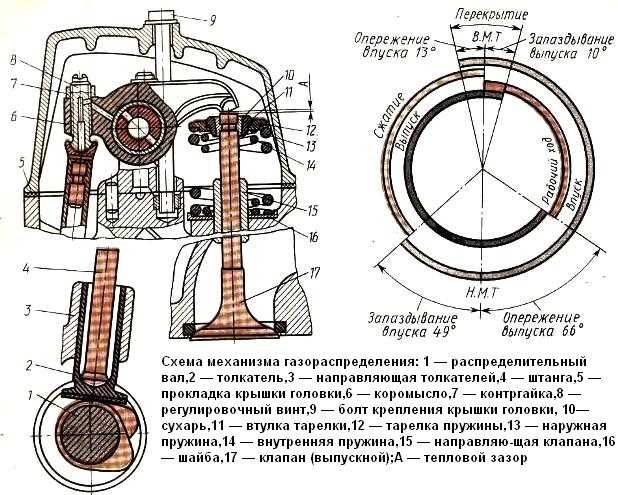
Открытие и закрытие впускных и выпускных клапанов происходит в строго определенных положениях поршня по отношению к верхней и нижней мертвым точкам, которые соответствуют углам поворота коленчатого вала, указанным в диаграмме фаз газораспределения (рис. 2.10).
Начало открытия впускного клапана при положении поршня, соответствующем 10° п. к. в. до ВМТ, закрытия — 46° после НМТ. Начало открытия выпускного клапана — 66° до НМТ, закрытия — 10° после ВМТ. Перекрытие клапанов при положении поршня у ВМТ составляет 20° п, к. в.
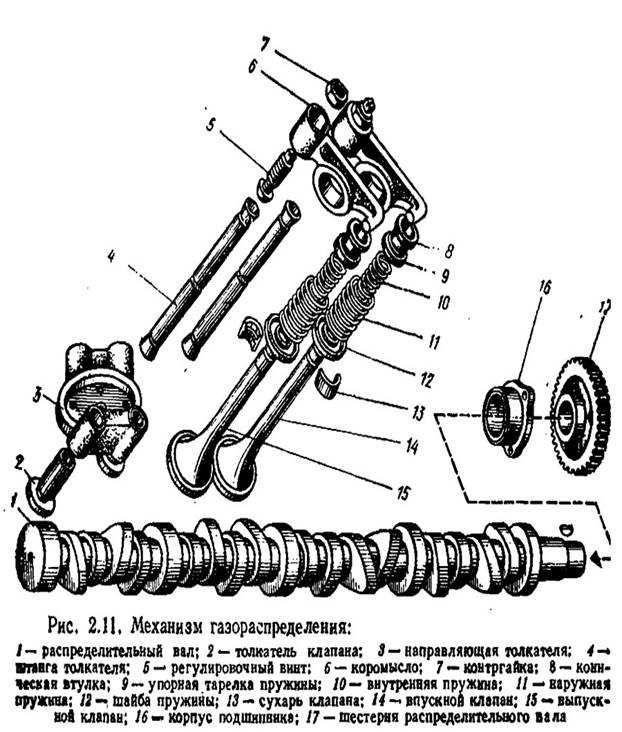
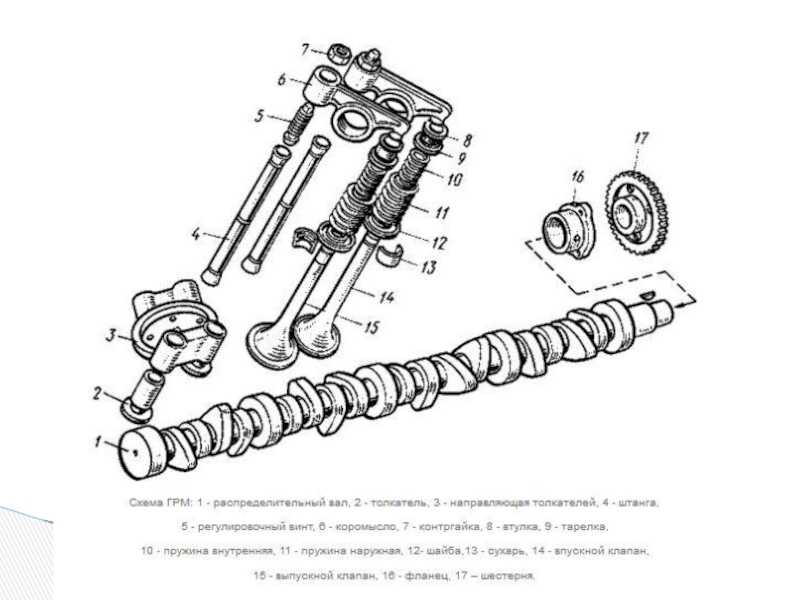
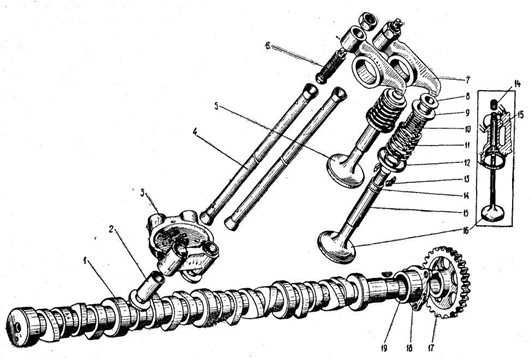
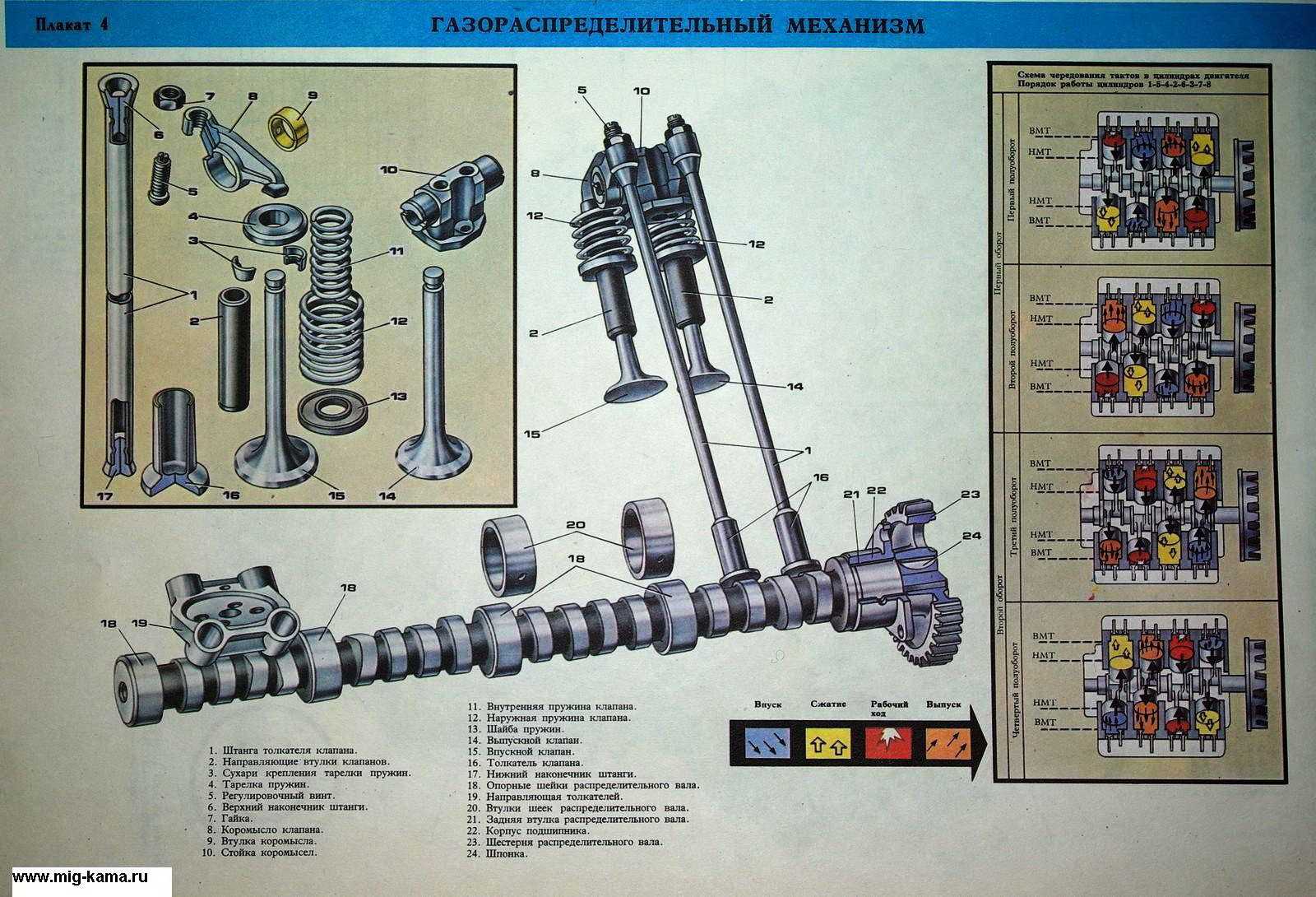
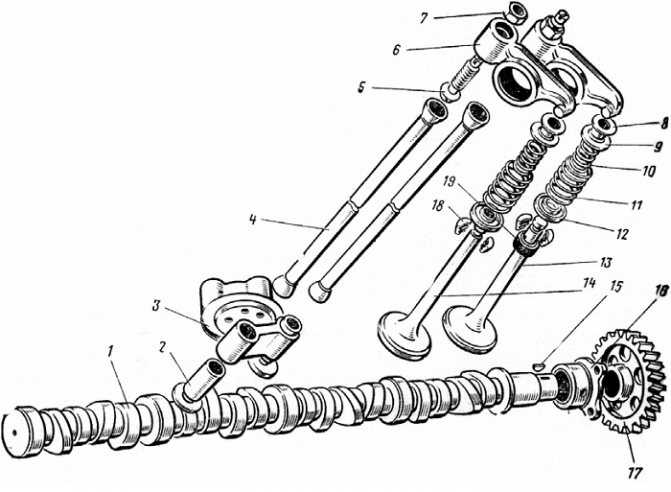
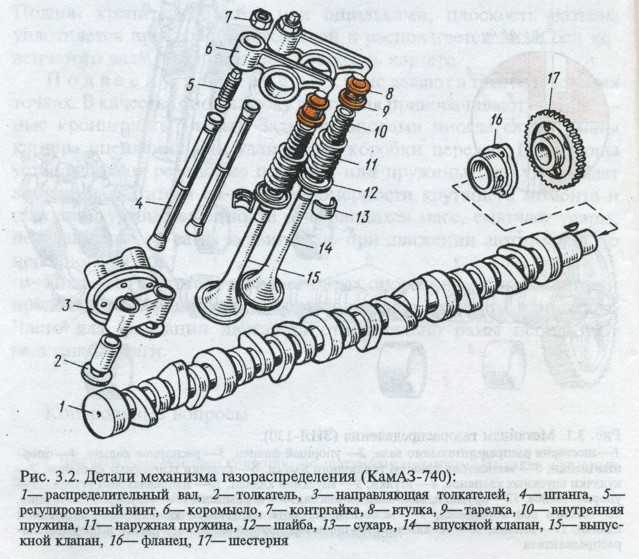
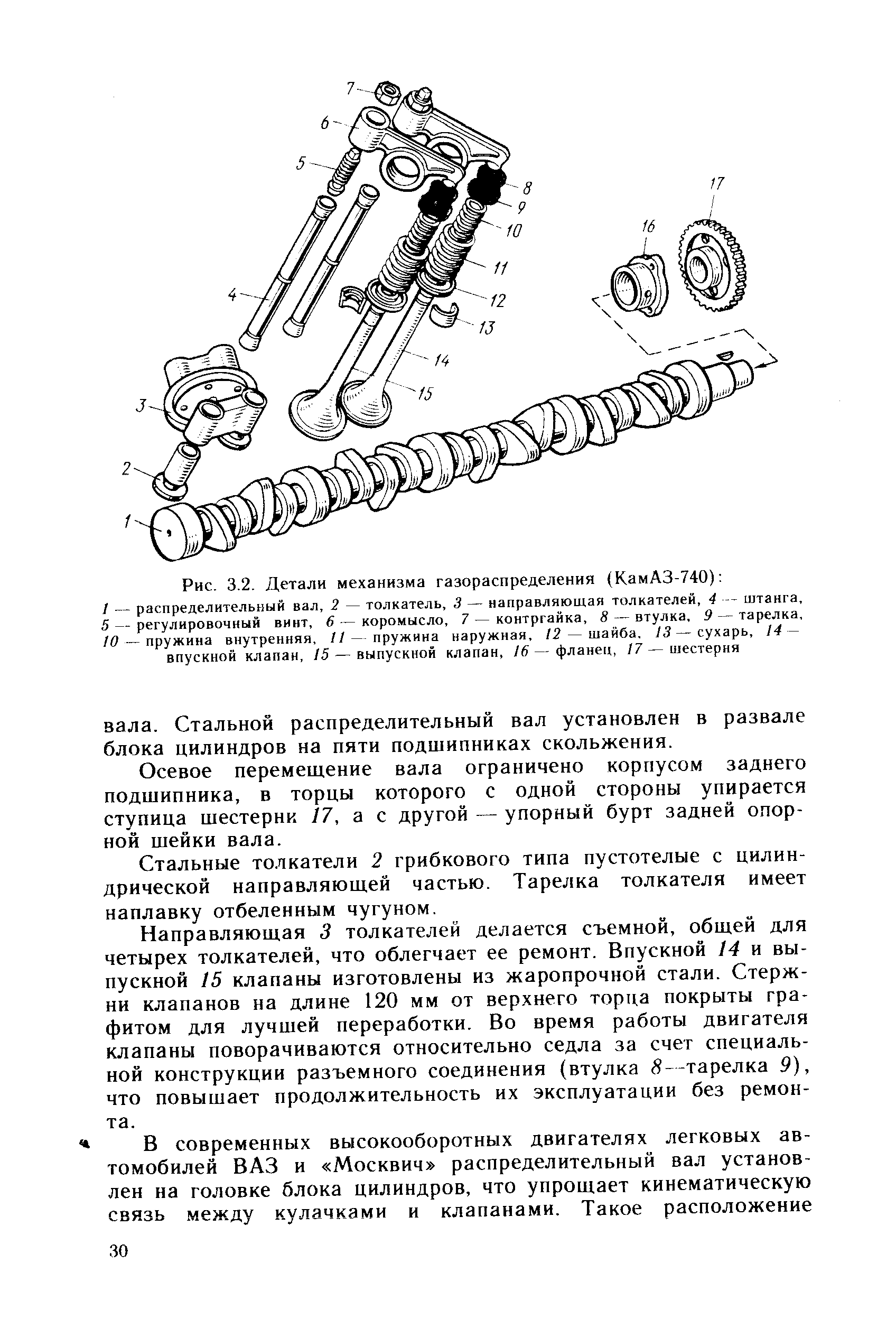
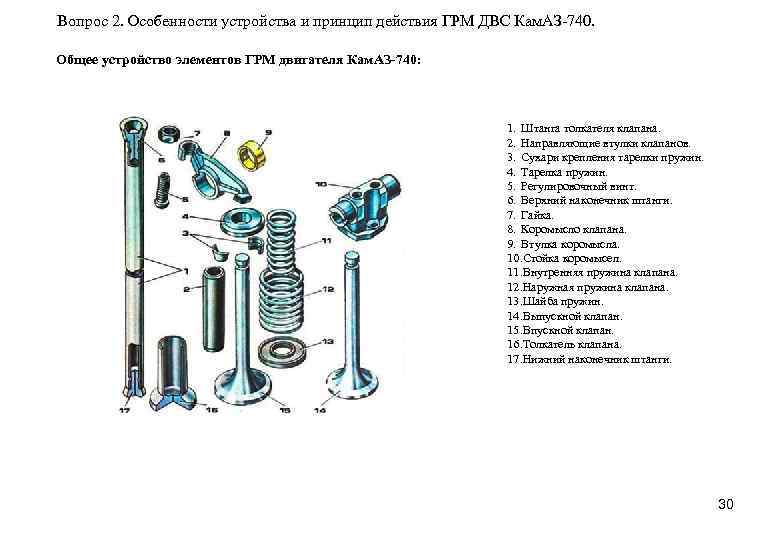
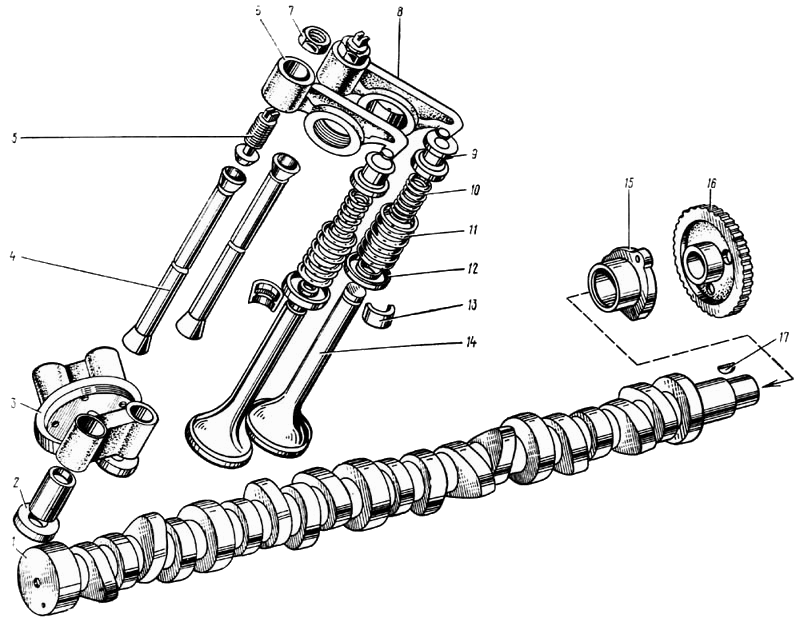
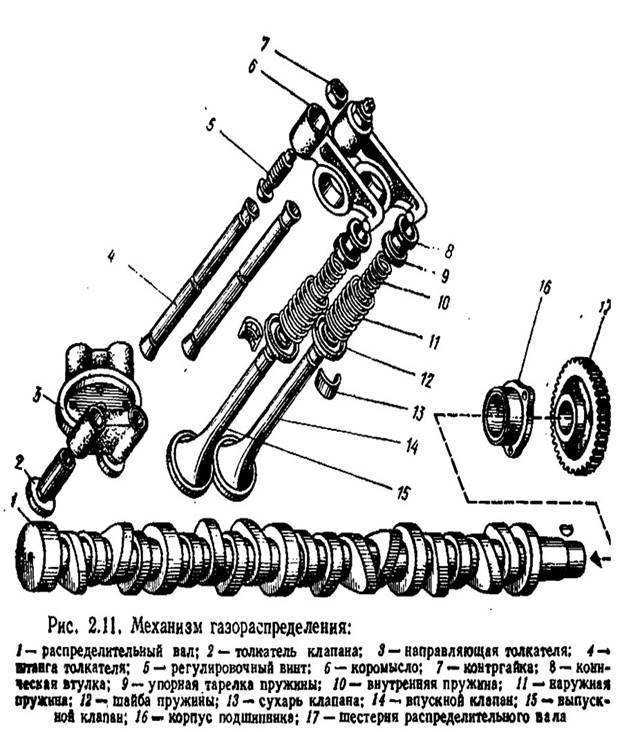
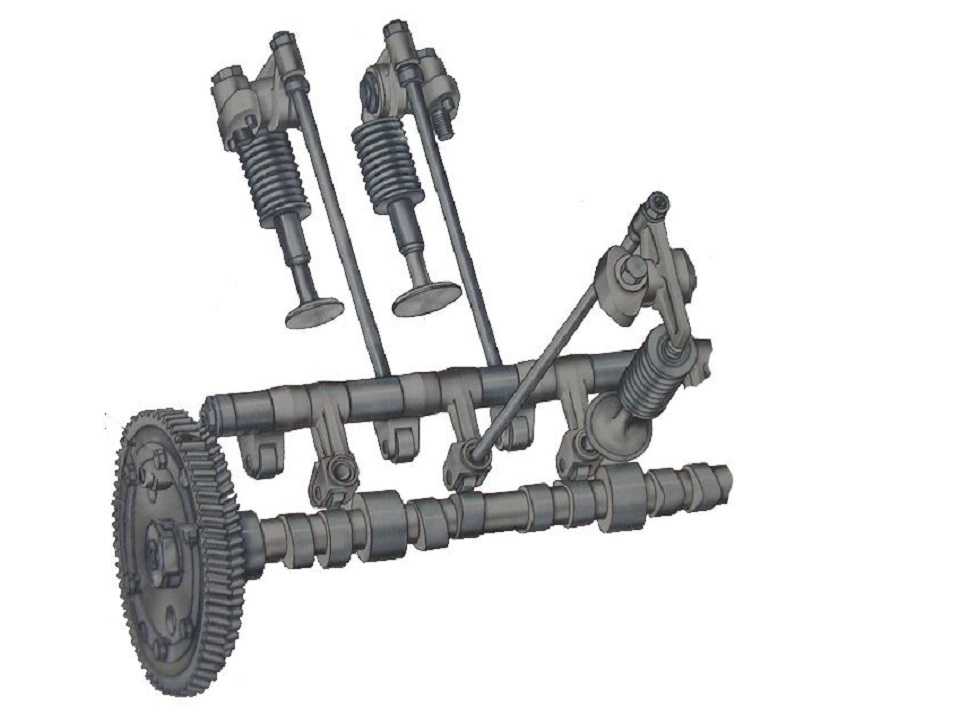
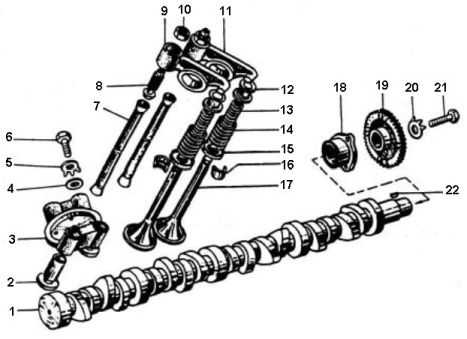
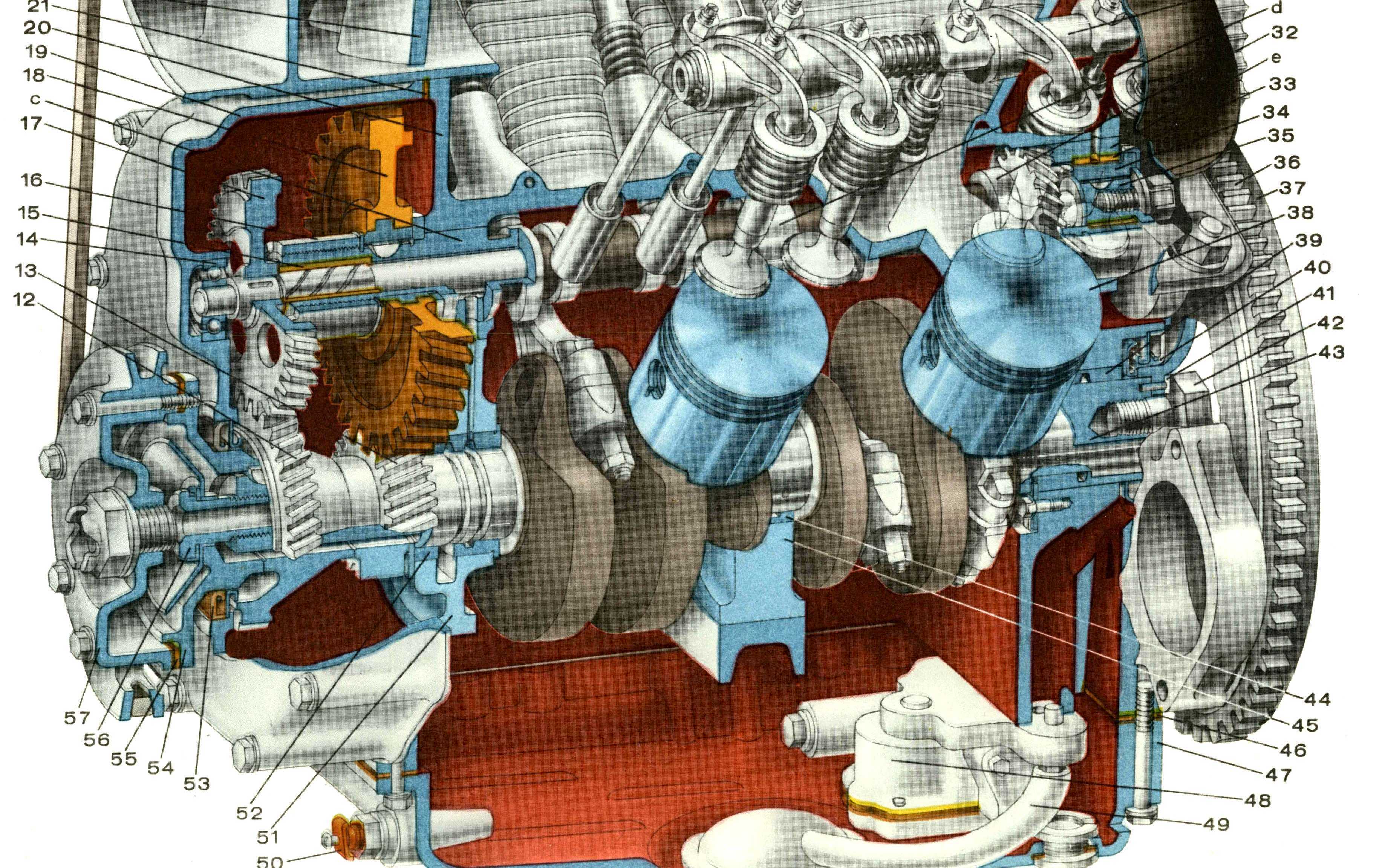
Механизм газораспределения имеет верхнее расположение клапанов (рис. 2. 11 ). Он состоит из распределительного вала 1 с шестерней 17, толкателей 2, штанг 4, коромысел 6, осей коромысел со стойками, впускных клапанов 14, выпускных клапанов 15, пружин 10, И и деталей крепления.
Привод распределительного вала осуществляется от коленчатого вала через шестерни привода агрегатов.

3.1.Конструкция и условия работы узла.
Основными дефектами узла газораспределительного механизма Кам Аз является износ клапанов и дефекты распределительного вала.
Клапаны изготовлены из жаропрочной стали. Стержень клапана перед установкой графитизуется. Угол рабочей фаски клапана 45°; диаметр выпускного клапана 51,5 мм, впускного — 46,5 мм; высота подъема клапана 12,5 мм.
Характерными дефектами клапанов являются износ рабочих фасок, погнутость стержня, облом тарелки клапана.
Толкатели тарельчатого типа стальные, тарелки наплавляются при изготовлении отбеленным чугуном. Характерными дефектами толкателей являются износ тарелки, раковины на рабочей поверхности, износ стержня.
Изношенные тарелки и стержни толкателей восстанавливаются хромированием.
После восстановления клапаны притираются в седлах головок цилиндров.
Притирка клапанов начинается с приготовления пасты: паста приготавливается из 1,5 части (по объему) микропорошка карбида кремния зеленого, одной части дизельного масла и 0,5 части дизельного топлива. Перед употреблением притирочная паста перемешивается, чтобы микропорошок не осаждался. Затем на фаску седла клапана наносится тонкий равномерный слой пасты. Стержень клапана смазывается моторным маслом. Притирка производится возвратно-вращательным движением клапана дрелью с присоской или соответствующим приспособлением. Нажимая на клапан, необходимо повернуть его на 1/3 оборота по часовой стрелке, затем на 1/3 оборота в обратном направлении. Клапаны круговыми движениями не притираются. Притирка продолжается до появления на фасках клапанов седел пояска шириной не менее 1,5 мм матового цвета. При правильной притирке матовый поясок на седле головки клапана должен начинаться у большего основания конуса седла.
После окончания притирки клапаны и головки цилиндров промываются керосином и обдуваются воздухом. Качество притирки клапанов определяется после сборки клапанного механизма проверкой его на герметичность. Для этого головка цилиндра устанавливается впускными и выпускными окнами вверх и в углубления клапанных гнезд заливается дизельное топливо. Хорошо притертые клапаны не должны пропускать топливо в местах уплотнения в течение 30 мин. При подтекании керосина производится постукивание резиновым молотком по торцу клапана. Если подтекание не устраняется, клапаны притираются повторно.
При необходимости качество притирки проверяется «на карандаш». Для этого на фаску клапана мягким графитовым карандашом наносится на равном расстоянии 6—8 черточек
Клапан осторожно вставляется в седло и после сильного нажатия проворачивается на 1/4 оборота. При качественной притирке все черточки должны быть стертыми
После контроля притирки клапанный механизм собирается и регулируется. Регулировка клапанов производится при четырех положениях коленчатого вала. Первое положение коленчатого вала определяется относительно начала впрыска топлива в первый цилиндр совмещением меток на муфте опережения впрыска и корпуса топливного насоса.
| | | следующая страница ==> | |
| XIII раздел. Состояние здоровья воспитанников учреждения | | | Дефекты распределительного вала |
Дата добавления: 2015-07-26 ; ; Нарушение авторских прав
Установка меток грм двигатель камаз
РЕГУЛИРОВКА ЗАЗОРОВ В КЛАПАННОМ МЕХАНИЗМЕ
Величина зазоров на холодном двигателе должна быть:
— для впускных клапанов – 0,25…0,30 мм;
— для выпускных клапанов – 0,35…0,40 мм.
Для 1, 2, 3 и 4-го цилиндров передний клапан впускной, а для 5, 6, 7 и 8-го цилиндров – выпускной.
Регулировку зазоров проводить на холодном двигателе. Перед регулировкой тепловых зазоров проверить моменты затяжки болтов крепления головок цилиндров и гаек стоек коромысел. Тепловые зазоры регулировать одновременно в двух цилиндрах при закрытых клапанах. При регулировке коленчатый вал устанавливать последовательно в положения I … IV, которые определяются его поворотом относительно положения начала впрыскивания топлива в первом цилиндре на угол, указанный ниже:
— положение коленчатого вала – I II III IV;
— угол поворота – 60º 240º 420º 600º;
— номера цилиндров регулируемых клапанов – 1, 5 4, 2 6, 3 7, 8.
Последовательность операций при регулировке зазоров следующая:
1 Снять крышки головок цилиндров.
2 Проверить затяжку болтов крепления головок цилиндров.
3 Оттянуть смонтированный на картере маховика фиксатор, повернуть его на 90 ° и установить в нижнее положение.
4 Снять крышку люка в нижней части картера маховика (для проворота маховика ломиком).
5 Проворачивая коленчатый вал по ходу вращения, установить его в такое положение, при котором фиксатор под действием пружины войдет в паз на маховике, при этом оба клапана пятого цилиндра должны быть закрыты (коромысла клапанов на пятом цилиндре должны находиться в одном положении).
Это положение коленчатого вала соответствует началу подачи топлива в 1-ом цилиндре.
Если в этом положении маховика и фиксатора выпускной клапан пятого цилиндра открыт (коромысло выпускного клапана наклонено по отношению к коромыслу впускного клапана, а его штанга не вращается от руки) необходимо вывести фиксатор из паза на маховике и провернуть коленчатый вал на один оборот до момента, когда фиксатор войдет в паз. Проверить положение клапанов пятого цилиндра
Проворачивать коленчатый вал нужно рычагом, вставляя его в отверстия, расположенные на боковой поверхности маховика. Поворот маховика на угол, равный промежутку между двумя соседними отверстиями, соответствует повороту коленчатого вала на 30º. Оттянуть фиксатор, преодолев усилие пружины, повернуть его на 90º и установить в верхнее положение.


6 Провернуть коленчатый вал по ходу вращения на угол 60º, установив его тем самым в положение I.
В этом положении клапаны первого и пятого цилиндров должны быть закрыты (штанги указанных цилиндров должны легко проворачиваться от руки).
7 Проверить динамометрическим ключом момент затяжки гаек крепления стоек коромысел регулируемых цилиндров, при необходимости подтянуть. Моменты затяжки приведены в приложении А.
8 Проверить щупом зазор между носками коромысел и торцами клапанов регулируемых цилиндров. Если они не укладываются в указанные выше пределы, их надо отрегулировать.
9 Для регулировки зазора необходимо ослабить контровочную гайку регулировочного винта, вставить в зазор щуп нужной толщины и, вращая винт отверткой, установить требуемый зазор.
Придерживая винт отверткой, затянуть гайку и проверить величину зазора. Щуп толщиной 0,25 мм для впускного клапана и 0,35 мм для выпускного клапана должен проходить свободно, а толщиной 0,30 мм для впускного и 0,40 мм для выпускного с усилием.
Отрегулировать остальные клапаны.
Установка коленчатого вала под регулировку цилиндров
Теперь убираем стопор и проворачиваем коленчатый вал на два отверстия маховика, что соответствует углу поворота в 60 градусов, в этом положении клапана 1 и 5 цилиндров полностью закрыты.
Направление вращения коленчатого вала
Постоянно путаешься в направлении вращения коленчатого вала. Что бы себя проверить есть простой способ, встаньте перед кабиной, и представьте, что вы заводите мотор с рукоятки по часовой стрелке, в эту сторону и должен вращаться маховик, то есть если снизу вращать маховик с помощью прута, прут будет двигаться в сторону аккумуляторных батарей
1 . 5 — 4 . 2 — 6 . 3 — 7 . 8
Итак, регулируем клапана 1 и 5 цилиндров. Затем проворачиваем маховик на 6 отверстий, что соответствует 180 градусам угла поворота, и регулируем клапана 4 и 2 цилиндров. Проворачиваем ещё на 6 отверстий и регулируем клапана 6 и 3 цилиндров. И в последний раз проворачиваем на 6 отверстий, регулируем клапана 7 и 8 цилиндров.
Технические условия на контроль, сортировку и восстановление распределительных валов
Контроль размеров кулачков и опорных шеек распределительного вала осуществляется с помощью приспособления, показанного на рис. 50, а размеры кулачков указаны в табл. 28.
Технологические условия на контроль, сортировку и восстановление распределительных валов представлены в табл. 29.
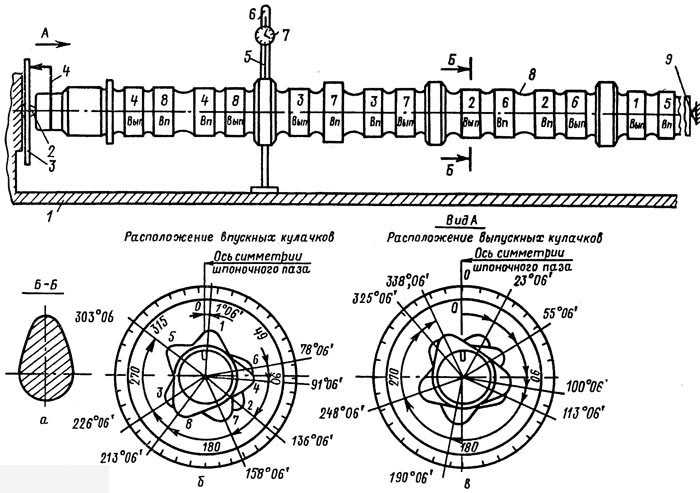
Рис. 50. Приспособление для контроля профиля кулачков и опорных шеек распределительного вала:
а — профиль кулачка, б — расположение впускных кулачков; в — расположение выпускных кулачков; Вп — впускной кулачок; Вып — выпускной кулачок; 1 — основание приспособления; 2,9 — центры; 3 — диск с градуировкой, град; 4 — указательная стрелка, закрепленная на шейке распределительного вала; 5 — ножка индикатора; 6 — стойка индикатора; 7 — индикатор, 8 — распределительны вал
Последовательность контроля распределительного вала следующая:
- проверить вал на отсутствие трещин и отколов кулачков;
- радиальное биение средних опорных шеек относительно передней и задней опорных шеек; проверить износ шейки под шестерни;
- кулачков по высоте;
- цилиндрической части кулачков;
- передней и средней шеек;
- задней шейки.
28. Размеры кулачков распределительного вала КамАЗ-740
| Выпускных | Впускных | ||||||||||
| а° | Л мм | а° | h, мм | а° | h, мм | а° | Л, мм | Л, мм | а° | а° | Л, мм |
| 99 | 0,000 | 128 | 0,656 | 150 | 5,142 | 94 | 0,000 | 126 | 0,967 | 152 | 5,901 |
| 104 | 0,019 | 132 | 1,235 | 156 | 6,163 | 100 | 0,027 | 130 | 1,663 | 160 | 6,939 |
| 110 | 0,088 | 138 | 2,562 | 164 | 7,200 | 108 | 0,138 | 134 | 2,520 | 170 | 7,769 |
| 114 | 0,156 | 140 | 3,034 | 174 | 7,929 | 116 | 0,300 | 140 | 3,788 | 176 | 8,005 |
| 118 | 0,236 | 148 | 4,759 | 180 | 8,050 | 120 | 0,419 | 146 | 4,922 | 180 | 8,050 |
Примечание: а — угол поворота кулачка; h — высота подъема профиля кулачка.
Сделать заключение о годности распределительного вала и о способе восстановления распределительного вала.
Деталь № 740.1006015.
Материал: сталь 18ХГТ
Твердость опорных шеек, кулачков и торца распределительного вала: HRC 58—63
29. Технические условия на контроль, сортировку и восстановление распределительного вала
| Возможные дефекты | Способ установления дефекта и средства контроля | Размер, мм | Рекомендации по устранению дефектов | ||
| по рабочему чертежу | допустимый без ремонта | ||||
| Трещины | Дефектоскоп | — | — | Браковать | |
| 1 | Отколы по торцам вершин кулачков | Штангенциркуль 1-125-0,10 | — | — | Зачистить острие кромки, браковать при отколах более 3 мм |
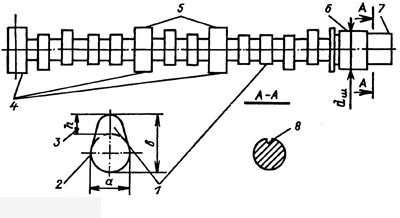
| 2 | Уменьшение цилиндрической части кулачков | Скоба 36,00 | в=8,05±0,1 а=37±0,05 | в=7,9 а=36,00 | Шлифовать по копиру, браковать при уменьшении размера в менее 44,5 мм |
| 3 | Износ впускных и выпускных кулачков по высоте (в—а) | ||||
| 4 | Износ передней и средней опорных шеек. | Скоба CP 50-75 | 54 | 53,89 | Шлифовать под ремонтный размер |
| Размеры: | |||||
| I ремонтный | 53,69 | 53 | 53,89 | ||
| II ремонтный | 53,49 | 53,6 | 53,49 | ||
| 5 | Погнутость распределительного вала | Приспособление для контроля погнутости вала | Биение средних шеек не более 0,025 | 0,04 | Править |
| 6 | Износ задней опорной шейки. | Скоба CP 25-50 | 42 | 41,93 | Шлифовать под ремонтный размер |
| Размеры: | |||||
| I ремонтный | 41,73 | 41,8 | 41,73 | ||
| II ремонтный | 41,53 | 41,6 | 41.73 | ||
| 7 | Износ шейки под шестерню | Скоба 35.01 | 35 | 35,01 | Осталивать |
| 8 | Износ шпоночного паза | Калибр 5 | 5 | 5 | Фрезеровать новый паз под углом 180° к изношенному |
Технологический процесс восстановления распределительных валов
Технологический процесс восстановления распределительных валов включает следующие операции: мойку распределительного вала, снятие шестерни, правку и проверку биения распределительного вала, шлифовку шеек вала под ремонтный размер, контроль размеров шеек, шлифовку кулачков цилиндров, контроль профиля кулачков, изготовление паза под шпонку, установку шестерен, сдачу распределительного вала ОТК.
Восстановление опорных шеек распределительного вала производится шлифованием под ремонтный размер, а его кулачков — шлифованием по копиру с целью восстановления профиля кулачков на копировально-шлифовальных станках ЗА433 шлифовальным кругом ПП 600X20X305 марки Э46—60 СМ1—СМ2К. После шлифования шейки и кулачки распределительного вала полируются полировальной лентой ЭБ220 или пастой ГОИ № 10.
Режимы шлифования опорных шеек и кулачков распределительного вала приведены в табл. 30.
30. Режимы шлифования опорных шеек и кулачков распределительного вала
| Шлифование | Операция | Вращение шлифовального круга | |
| Окружная скорость, м/мин | Частота вращения, мин-1 | ||
| Опорных шеек | Черновая | 30—35 | 955 |
| Чистовая | 30—35 | 955 | |
| Кулачков | Черновая | 25—30 | 796 |
| Чистовая | 25—30 | 796 |
Основные этапы выполнения работ
Регулировка клапанов КАМАЗ 740 своими руками подразумевает строгое соблюдение этапов выполнения всех работ. Основные этапы, которые необходимо выполнить при регулировке клапанов:

- Потребуется аккуратно снять крышку, которая прикрывает головки цилиндров. Следует проверить затянуты ли все болты, если нет, тогда затяните их до оптимального натяжения.
- Потребуется выполнить правильную установку фиксатора в самое нижнее из возможных положений.
- После этого, потребуется снять крышку люка, которая установлена внизу картера сцепления. Проворачивая с незначительными физическими усилиями и плавными движениями коленчатый вал, потребуется привести его в положение, когда установленный фиксатор подл воздействием пружины зацепится с маховиком. Для моторов определенных моделей 7303.10, а также 740.14 и тип двигателя 740.11 специальные метки, которые расположены на торце механизма ТНВД и рабочей муфты должны полностью совпадать. К этому моменту, рекомендуется отнести максимально ответственно, потому как он важен для правильного выполнения указанных работ с автомобилем КАМАЗ.

Такое расположение коленчатого вала указывает на начало топливной подачи в 1-м из цилиндров. В случаях, когда такие метки не совпадают, потребуется отвести фиксатор из состояния зацепления с установленным маховиком. Для этого, можно повернуть вал на 1 оборот, тогда, фиксатор должен стать на свое прежнее место. Чтобы провернуть до необходимого положения коленчатый вал, рекомендуется использовать ломик. Его потребуется провернуть на угол, который равняется имеющемуся промежутку между рядом расположенных отверстий, что будет полностью соответствовать углу в 30 град. Затем отодвиньте фиксатор и переверните его на 90 град. После завершения этого момента, его необходимо будет установить в самом верхнем из возможных положений.

На этом этапе работ, потребуется проверить, как затянуты специальные гайки для стоек коромысел цилиндров. Если выполняется регулировка клапанов КАМАЗ Евро 2, тогда момент должен находиться в определенных пределах, которые составляют значения от 41,2 до 52,6 Н.м. Для регулировки потребуется:

- Для того, чтобы верно отрегулировать зазоры клапанов на КАМАЗ 740, нужно ослабить в незначительных значениях контровочную гайку специального винта для осуществления регулировки, а также поставить щуп оптимальной толщины.
- Затем, при помощи вращения винта поставить зазор на значение в 0,30 миллиметров для впускного клапана и 0,40 миллиметров для выпускного.
- Если требуется регулировка клапанов КАМАЗ Евро 3, тогда эта процедура, как правило, не отличается от рассмотренной выше и может быть выполнена в таком же порядке.
Регулировать клапана на КАМАЗе необходимо, когда это требуется из-за некачественной работы мотора. Этот момент требуется учитывать и понимать, когда заметна потеря мощности двигателя при работе. Регулировка клапанов на КАМАЗ 5320 должна выполняться с использованием всех указанных выше рекомендаций.
Рассмотрим оптимальный порядок выполнения регулировки клапанов в КАМАЗе 740, который поможет заметно сэкономить время на выполнение данной процедуры. Нужно провернуть установленный коленчатый вал, ориентировочно на 60 град., от ВМТ и начинать регулировать клапана в 1 и 5 цилиндрах. После этого, осуществляем проворачивание на 180 град., и выполняем процесс регулировки для 4 и 2 цилиндра. Затем, опять на 180 град, и регулируем 3 и 6 цилиндр и последними регулируем 8 и 7 цилиндр после проворота на 180 град.
Когда указанный выше этапы работы завершены, необходимо будет завести двигатель авто КАМАЗ и внимательно послушать, как он работает
Потребуется обратить внимание на посторонние стуки и шумы, которых не должно быть. Когда все работает стабильно и без лишнего шума и стуков, потребуется установить снятые ранее крышки, которые расположены на блоке цилиндров
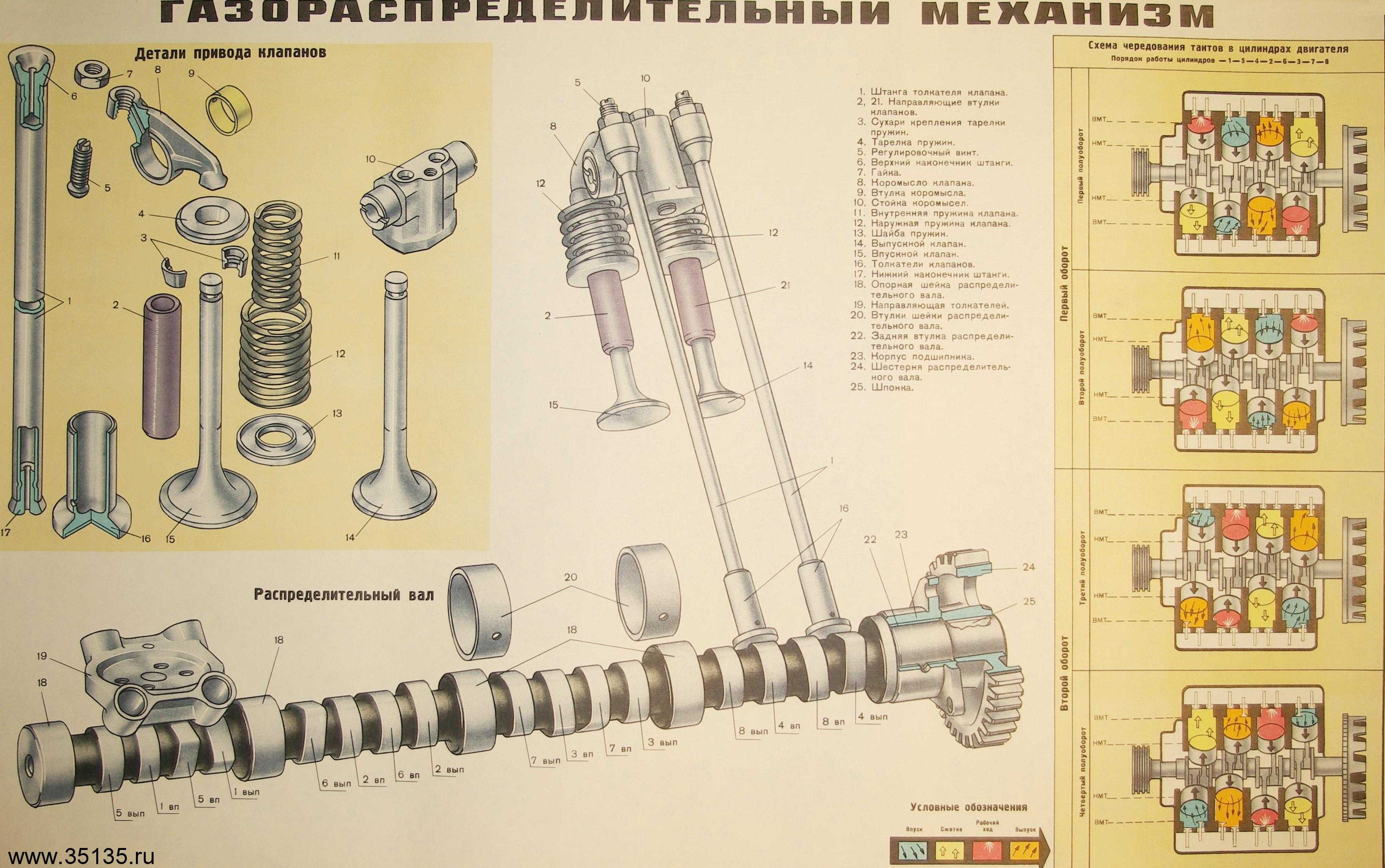
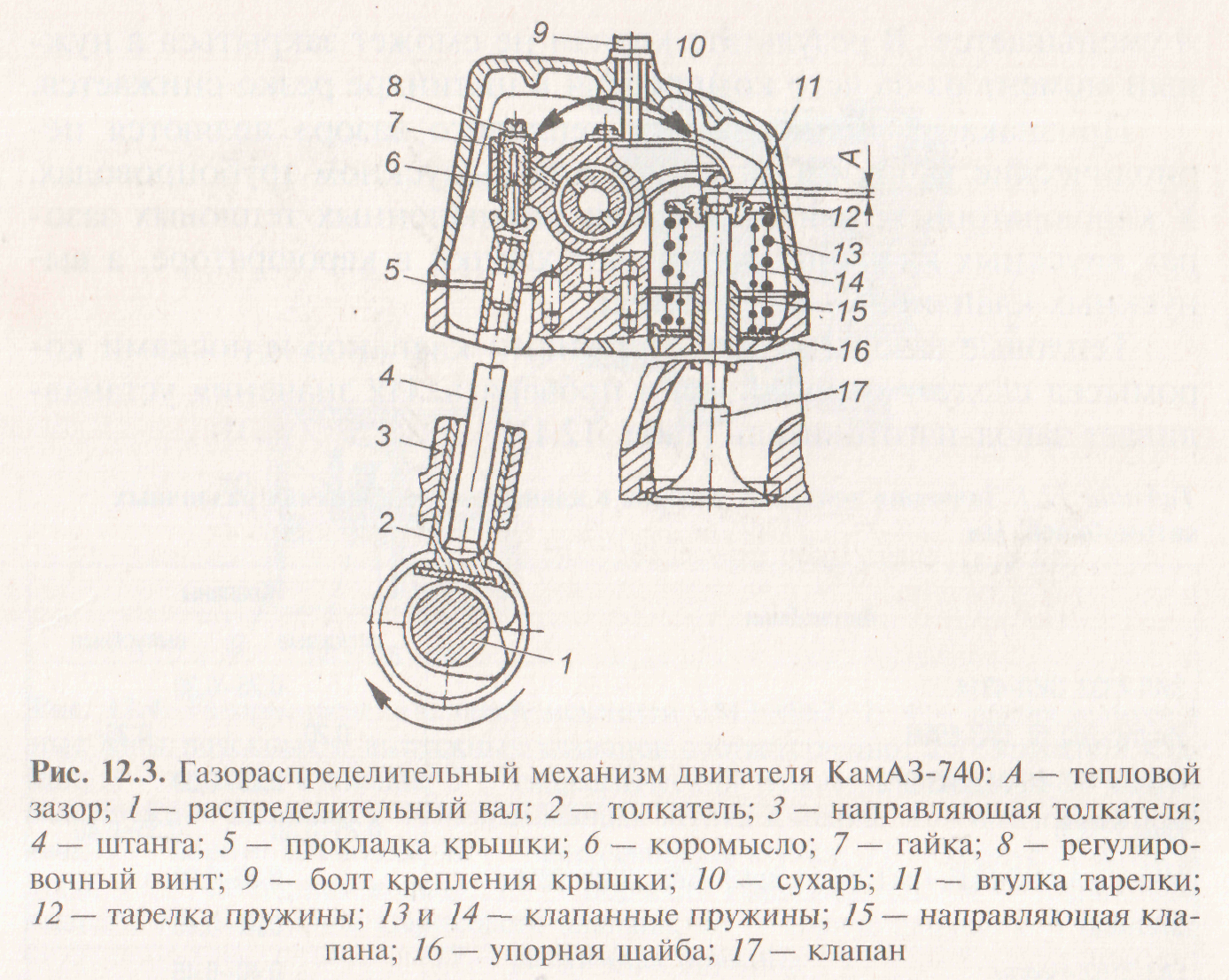
ГРМ двигателя КамАЗ-740
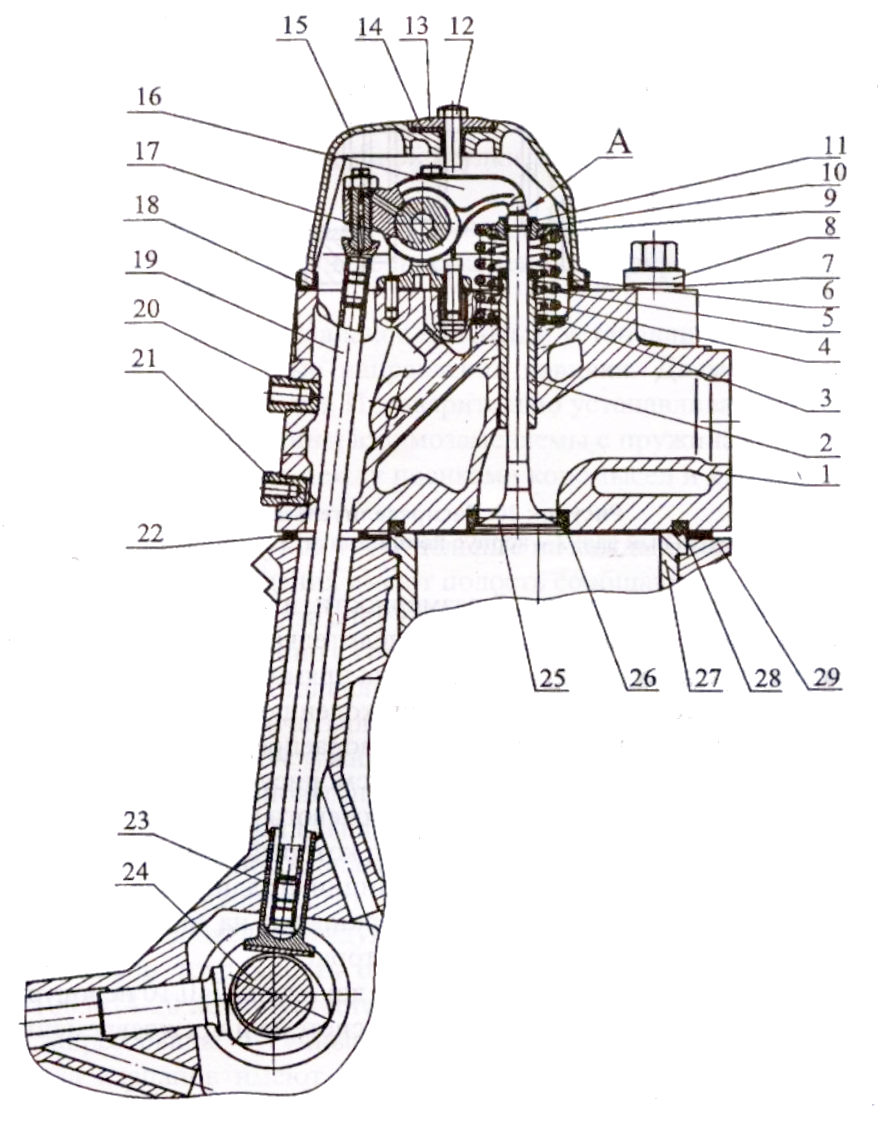
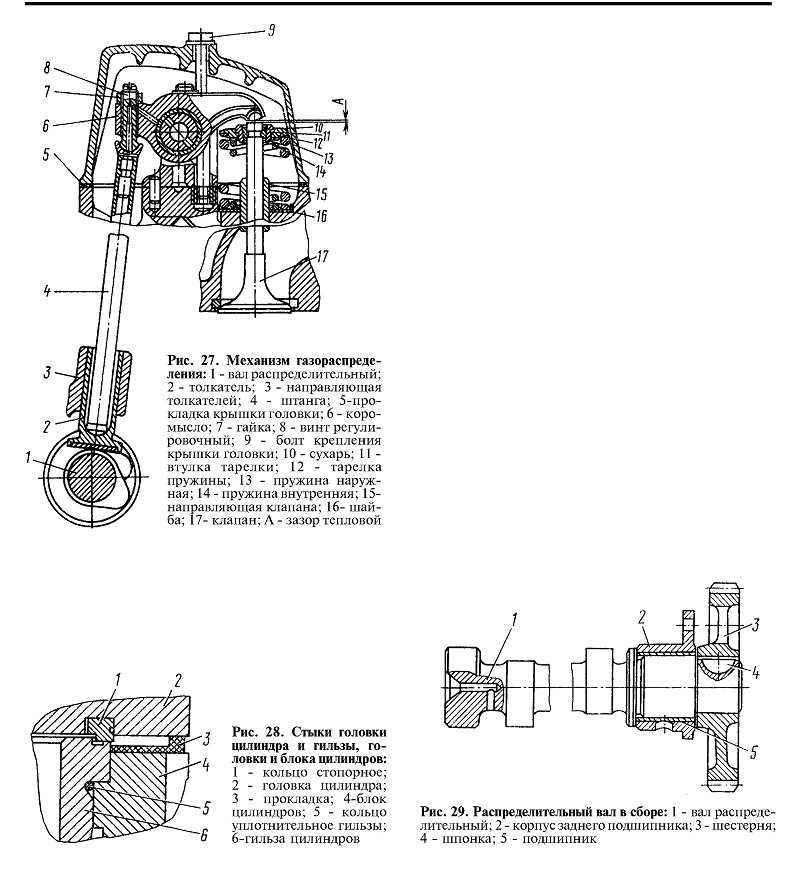
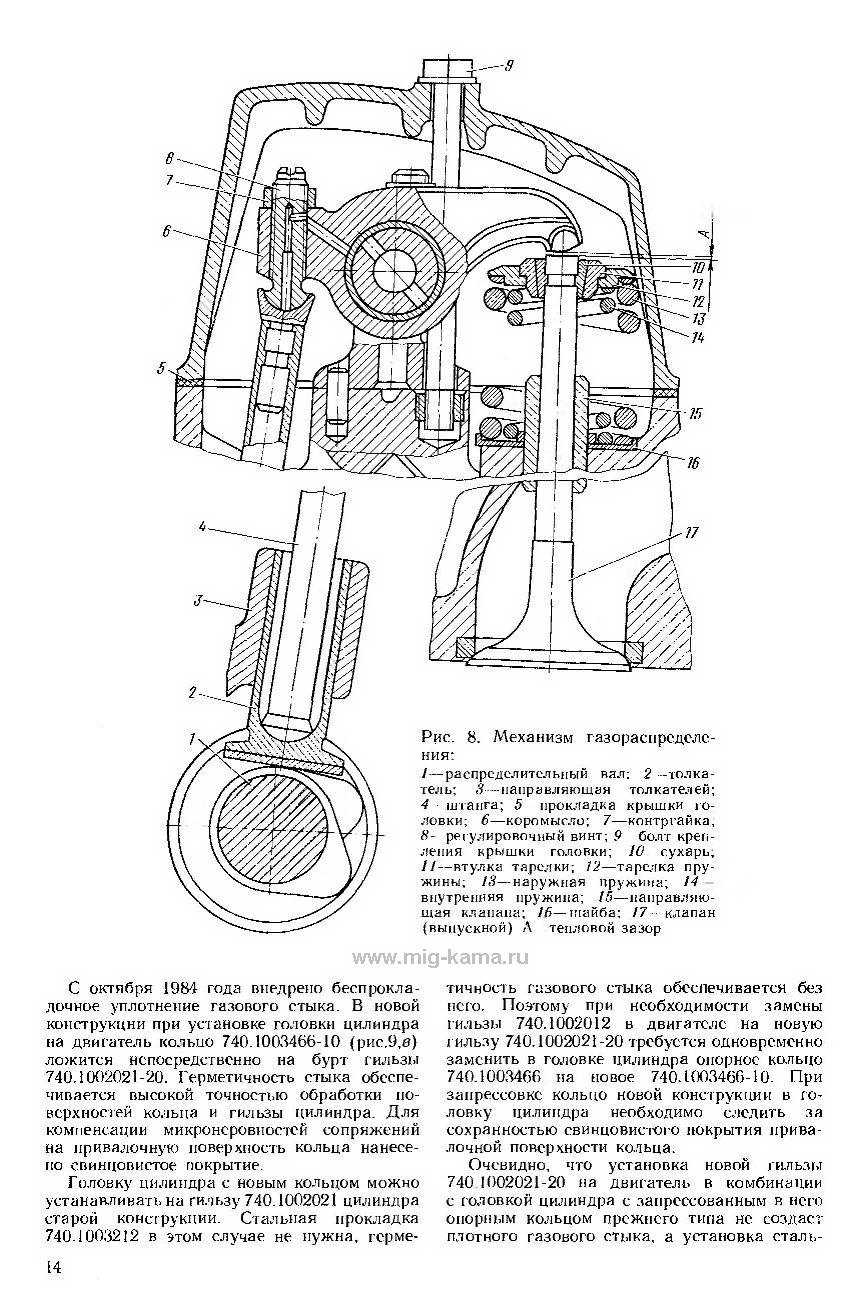
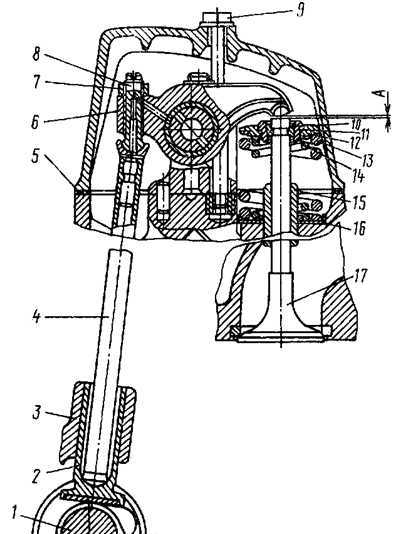
Устройство газораспределения призван для впуска в цилиндры воздуха и выпуска отработавших газов. Открытие и закрытие впускных и выпускных клапанов проистекает в строго предназначенных положениях по отношению к верхней и нижней мертвым точкам, которые соответствуют углам поворота шейки колечатого вала. Устройство газораспределения двигателя КАМАЗ — верхнеклапанный (рис. 4). Кулачки распределительного вал(1) в определенной очерёдности приводят в действие толкатели (2). Штанги (4) сообщают качательныепередвижения коромыслам (6), которые, преодолевая сопротивление пружин (13, 14), открывают клапаны. Клапаны закрываются под влиянием силы сжатых пружин.
Рисунок. 4. Устройство газораспределения:
1 — вал распределительный; 2 — толкатель; 3 — ориентирующая толкателей; 4 — штанга; 5-прокладка крышки головки; 6 — коромысло; 7 — гайка; 8 — винт регулировочный; 9 — болт фиксации крышки головки; 10 — сухарь; 11 — втулка тарелки; 12 — тарелка пружины; 13 — пружина наружная; 14 — пружина внутренняя; 15- ориентирующая клапана; 16- шайба; 17- клапан; А — промежуток тепловой
Крутящий момент на распределительный вал передается от коленчатого вала через шестерни привода агрегатов.
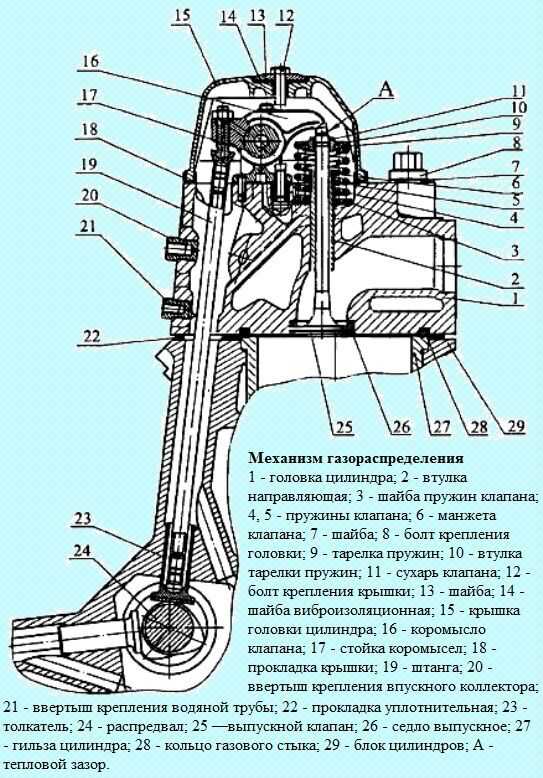
Головки цилиндров двигателя КАМАЗ, отлитые из алюминиевого сплава, имеют полости для охлаждающей жидкости, сообщающиеся с рубашкой блока. Стыки головки цилиндра и гильзы, головки и блока уплотнены прокладками. В канавку на привалочной поверхности головки запрессовано кольцо газового стыка, которым головка непосредственно размещается на бурт гильзы цилиндра (рис. 5). Непроницаемость уплотнения гарантируется очень большой точностью обработки сопрягаемых плоскостей кольца и гильзы цилиндра и, дополнительно, нанесением на плоскость кольца свинцовистого покрытия для компенсации микронеровностей уплотняемых плоскостей. Уплотнение перепускных каналов для охлаждающей жидкости применяется уплотнительными кольцами из силиконовой резины, устанавливаемыми хвостовиками в отверстия головки цилиндра. Подголовочное пространство, отверстие стока двигательного масла и прохода штанг уплотнены формованной прокладкой головки цилиндра.
Рисунок. 5. Стыки головки цилиндра и гильзы, головки и блока цилиндров:
1 — кольцо упорное;2 — головка цилиндра;3- прокладка; 4-блок цилиндров; 5 — кольцо уплотнительное гильзы; 6-гильза цилиндров
Впускные и выпускные каналы размещены на противоположных сторонах головки. Подающий канал содержит тангенциальный профиль для завихрения воздуха в цилиндре. Каждая головка зафиксирована на блоке четырьмя болтами
Клапанный устройство закрыт алюминиевой крышкой, под которой размещена уплотнительная прокладка.
Распределительный вал (рис. 6) стальной, плоскости кулачков и опорных шеек цементированы и закалены токами очень большой частоты. Вал размещен в развале блока на пяти подшипниках скольжения.
Подшипник задней опоры представляет собой втулку, плакированную бронзой и запрессованную в съемный чугунный основание. Втулки из биметаллической ленты, запрессованные в поперечные перегородки блока, служат подшипниками для других опор вала.
Осевое движение распределительного вала двигателя КАМАЗ ограничено корпусом (2) подшипника, в торцы которого упираются с единственной стороны ступица шестерни (8), с другой — упрямый бурт задней опоры шейки вала. Основание подшипника задней опоры зафиксирован на блоке тремя болтами.
Расчёт аксиального и дезаксиального КШМ Рассчитать значения перемещения, скорости и ускорения поршня аксиального и дезаксиального КШМ, используя приближенные выражения для их определения. Расчет провести через каждые 30 градусов поворота коленчатого вала. По результатам расчетов построить графики. Сравнить полученные результаты. Для акси .
Жиклёры и гидроаккумуляторы Второй основной задачей любой системы управления АКПП, после определения моментов переключения передач, является задача обеспечение требуемого качества самих переключений. Иными словами система управления АКПП должна так управлять переключениями, чтобы исключить слишком длительное скольжение фрикци .
Теплотехнические испытания судовых агрегатов и механизмов Основная цель испытаний — получение технико-эксплуатационных характеристик и оборудования в СЭУ, определения оптимального режима их работы, выявление конструктивных и эксплуатационных недостатков, изыскание путей увеличения скорости и повышения экономичности судна. До сдачи судна в эксплуатацию СЭУ .
Как выставить зажигание на КамАЗе
Для проверки состояния СЗ разработаны специальные обозначения — метки, или градусы.
Для проверки СЗ необходимо:
- детали выставить по меткам;
- затянуть приспособления для фиксации;
- запустить двигатель.
Наличие неисправности механизма указывает на нарушение расстановки узлов. Детали ставятся правильно так:
- ТНВД — с боковой части коробки передач на шпонку;
- муфта — в 2 положениях, отличающихся на 180° друг от друга;
- прижимной приводной винт — сверху;
- отметки ТНВД и муфты — противоположно друг другу.
Для исправления ситуации все элементы откручивают, выставляют на 180° и повторно включают двигатель.
Настройка зажигания КамАЗ 5320
Если знать, как правильно выставить порядок зажигания на модели 5320 без дополнительной аппаратуры, можно быстро настроить механизм в полевых условиях, когда нет возможности добраться до мастерской.
Как мы уже знаем, для рациональной работы двигателя СЗ необходимо регулировать строго по меткам-ориентирам.
В рассматриваемой модели грузовика ТНВД ставится на шпонку сбоку коробки, а муфта может фиксироваться в 2-ух положениях с различием в 180o. С большей долей вероятности можно предположить, если прижимающий винт привода будет в высшей точке, значит ориентиры расположены друг напротив друга — система выставлена верно. Заведите мотор для проверки после закручивания гаек.
В случае, если произведена неправильная регулировка, куда раньше зажигание, куда позже срабатывает можно понять по характерным признакам, описанным в начале статьи. Если вы ошиблись на 180o, двигатель не заведется, а из выхлопной трубы пойдет белый дым. В этом случае открутите детали и разверните их на 180o.
Евро-1
Настройки, установленные на заводе, больше относятся к позднему впрыску. В качестве примера для Евро-1 рассмотрим КамАЗ-740. Если необходимо поставить ТНВД и установить угол момента впрыска, выполняют следующее:
- поднимают кабину и защелкивают фиксаторы на опорах;
- находят шток, приподнимают его, проворачивают на 90° на кожухе маховика и отпускают в прорезь корпуса;
- отпускают 2 болта для фиксации ключом на 17 мм;
- изымают защитный щиток;
- вставляют стальной стержень размером 10х400 мм сквозь прорезь кожуха в маховик;
- коленвал вращают по часовой стрелке до блокировки;
- проверяют состояние приводного вала ТНВД в блочно-цилиндровом развале;
- при расположении муфты ТНВД шкалой вверх соединяют исходную точку с отметкой и скрепляют 2 болтами;
- при обратном состоянии механизма приподнимают стопорное устройство, проворачивают коленчатый вал на 1 оборот и повторяют процедуры.
Евро-2
Для КамАЗа Евро-2 процедура установки зажигания аналогична предыдущей. Разница заключается в завершающей фазе. После крепления болтами стопор поднимают, поворачивают на 90° и устанавливают в паз для посадки детали. Снизу кожуха маховика осуществляется монтаж грязезащитного щитка. Кабина занимает исходное состояние. Фиксаторы располагают сверху.
Помимо вышеописанного способа существует любительский. На видео показано, как можно легко выставить ТНДВ простой лампочкой на 12 В, патрона и привода (для подключения к питанию КамАЗа).



- Подключить лампочку к проводу, идущего от трамблера, и заземлить на массу грузовика.
- Трамблер повернуть в обратную сторону.
- В момент включения лампы остановиться, зафиксировав положение корпуса, фиксирующие гайки затянуть.
Таким нехитрым способом можно настроить СЗ своими руками без специальных инструментов.
А также, СЗ можно настроить при помощи вспомогательного инструмента – стробоскопа. Для этого необходимо направить лучи стробоскопа на метки и поставить движок (берем для примера модель двигателя 74030260 КамАЗ Евро 2) на холостые обороты. В определенный момент вы увидите вспышку на стробоскопе – это образование искры. Опираясь на эти данные, можно точно подстроить механизм.
Евро-3
Евро-3 характеризуется наличием замка зажигания (ЗЗ) — коммутирующего выключателя двигателя и всей бортовой системы.
Эксплуатационные особенности ЗЗ:
- Активация бортовой сети к аккумулятору и генератору, отключение выполняется после запуска мотора.
- Включение-отключение СЗ, первичной цепи с малым током к источнику.
- Усиление стартерного узла при проворачивании ключа.
- Функция противоугонного механизма.
- Наличие нескольких позиций во время работы:
- начальное — все механизмы отключены, бортовая система обесточена;
- положение 1 — включение отдельных узлов при отключенном двигателе;
- конечное — запуск мотора.
Чтобы правильно установить зажигание на КамАЗ Евро-3 ТНВД БОШ, выполните следующее:
Внутренние процессы
Функционирование установки КамАЗ связано с протекающими в камере процессами. Действия происходят в определённой строгой последовательности с периодическим повторением в каждом цилиндре. Сумма процессов — рабочий цикл, состоящий из периодов распределения газов.
Двигатель КамАЗ 740:

За одну последовательность рабочих процессов в цилиндре выполняется один поджог горючего. Период задержки, от одной вспышки до другой, влияет на плавность хода силового агрегата. Чем меньше промежуток, тем меньше колебания при работе мотора. Плавность зависит и от того, сколько цилиндров в КамАЗе. В нашем варианте речь идёт о восьми камерах. Это рациональное число, поскольку большое количество камер ведёт к большему промежутку между вспышками и резкой работе мотора. В то же время, недостаточное количество камер не даёт необходимой мощности.